Torneado Avanzado
Las barras de mandrinado deben entrar en la pieza para realizar el maquinado, por lo tanto se limita el diámetro del zanco y volado de la herramienta.
Cuanto más grande es la relación del volado L/D de la barra de mandrinado permite el maquinado mas profundo, pero como consecuencia puede facilitar la generación de vibraciones. La selección apropiada del material del zanco y la reducción de la resistencia de corte son facturas importantes que se deben considerar para prevenir la vibración.
Comparado con un portaherramientas externo, el volado de la barra de mandrinado es mayor y esto lo hace propenso a las vibraciones debido a la resistencia de corte.
Cuando el filo de corte es demasiado agudo, algunas veces la fuerza contraria puede se negativa. Esto puede afectar el acabado superficial.
- ¡Haga clic en los botones para aprender más!
Vibraciones y resistencia de corte de las barras de mandrinado
Prevención de las vibraciones
Los siguientes métodos son eficaces para prevenir las vibraciones: (sin importar el orden)
1. Limite el voladizo.
2. Incremente el diámetro del zanco (reduzca la relación L/D). Generalmente para una relación mayor a 5 L/D deberá recomendarse el carburo.
3. Cambie el material del zanco (de acero a metal pesado, del metal pesado a carburo).
4. Utilice el zanco de carburo.
5. Bajando ligeramente la altura del centro se incrementa el ángulo de ataque reduciendo por lo tanto las vibraciones. (Indicado en la animación de la izquierda).
6. Disminuya la velocidad de corte.
7. Cambie el inserto por uno que tenga un radio de filo menor.
8. Cambie por un inserto que tenga un filo cortante más afilado o un ángulo de ataque mayor.
Tres fuerzas de resistencia de corte en el mandrinado
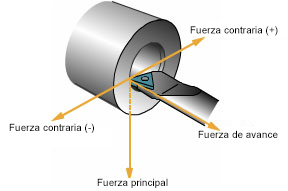
Entre las tres fuerzas de resistencia de corte, utilizando un ángulo de ataque grande y seleccionando las condiciones de corte óptimas puede reducir la fuerza principal y de avance. Por lo tanto, la fuerza principal y de avance pueden controlarse fácilmente y como tal, tiene poca influencia. Sin embargo, la fuerza contraria tiene una influencia mayor.
Esto se debe al hecho de que la fuerza contraria aplicada en una barra de mandrinado tiende a doblarla. El valor ideal de la fuerza contraria es 0, pero la fuerza contraria negativa tiene el efecto de flexionar la barra en dirección de la pieza.
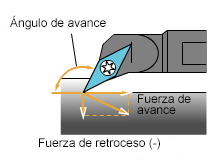
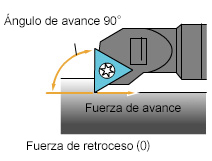
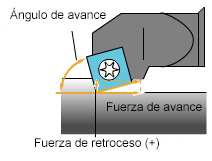
Cambio de la fuerza contraria con un ángulo de avance diferente
La fuerza contraria causa la falta de precisión y vibraciones independientemente del tamaño, y por lo tanto, es necesario considerar el ángulo de avance para prevenir estos problemas.
En las imágenes de la izquierda puede verse si el ángulo de avance es demasiado grande, la fuerza contraria es negativa y por lo tanto el diámetro interior maquinado será más grande que lo esperado. Asimismo, si el ángulo de avance es menor que 90º, la fuerza contraria es positiva. La mejor solución es tratar de utilizar un ángulo de avance óptimo de alrededor de 90º para asegurar que la fuerza contraria sea de alrededor de cero.
A continuación podrá ver cuando la fuerza contraria es negativa.
- Haga clic en los botones para ver cuando la fuerza contraria es cero y positiva.
-
0
+
Prevención de las vibraciones
Tres fuerzas de resistencia de corte en el mandrinado
Cambio de la fuerza contraria con un ángulo de avance diferente
x