Torneado Avanzado
Importancia del honeado
El honeado es una preparación de filo para incrementar la resistencia del filo de corte. Los métodos de honeado utilizados regularmente incluyen los tipos redondos y chaflán.
Haga clic en los siguientes enlaces para leer más.
Efectos de la geometría del honeado
Efectos del tamaño de honeado
Asiento
Efectos de la geometría del honeado
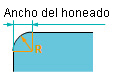
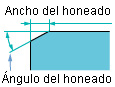
Con el mismo ancho de honeado, el honeado redondo tiene mayor resistencia en el filo de corte que el chaflán. Para honeado en chaflán, la resistencia del filo de corte cambia de acuerdo al ángulo. En general, los ángulos de honeado más grandes ofrecen una resistencia del filo de corte más alta.
Sin embargo, cuando el ancho del honeado es el mismo, el honeado de chaflán provee mayor agudeza que el honeado redondo, debido a la resistencia de corte mas baja.
Honeado redondo
Honeado en chaflán
Cortar la resistencia del filo
Alto
Deficiente
Nitidez
Bajo
Superior

Efectos del tamaño del honeado
El honeado es necesario para aumentar la resistencia del filo de corte, aun cuando disminuya la agudeza. Por lo tanto, es importante utilizar el honeado más pequeño posible pero con el suficiente ancho para mantener la resistencia del filo de corte. Generalmente, el ancho del honeado ideal es de alrededor del 50% de la velocidad de avance. Sin embargo, para los materiales blandos como las aleaciones de aluminio, es necesario que se utilice el filo de corte agudo sin honeado.
Efectos al aumentar el ancho del honeado
- Aumenta la resistencia del filo de corte y por lo tanto disminuye la tasa de fractura extendiendo la vida útil de la herramienta.
- Se incrementa la resistencia de corte y puede producir vibraciones.
- Tiende a desarrollarse el desgaste del flanco y reducir la vida útil de la herramienta.
- La cantidad de desgaste del cráter no es afectado por el tamaño del honeado.
Condiciones de corte
Dureza de la pieza
Honeado Grande
Grandes impactos en el filo de corte durante el corte interrumpido y maquinado de la corteza superficial, etc.
Dura
Honeado pequeño
Corte de pequeñas profundidades y bajas velocidad de avance durante el acabado.
Blanda
Rigidez de la pieza y de la máquina
Rígida
Falta de rigidez
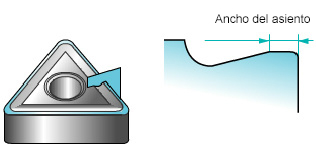
Asiento
Para mantener la resistencia del filo de corte en los insertos con rompevirutas, puede diseñarse una parte plana en el frente del flaco. Esto se denomina asiento que difiere del rectificado.
x
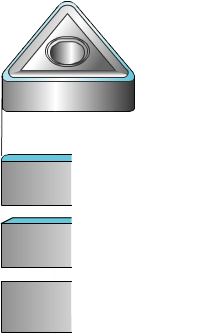
Honeado redondo
Honeado en chaflán
Sin honeado