Torneado Avanzado
Factores que afectan el control de las virutas
La animación de la derecha muestra una herramienta de torneado para el maquinado una pieza. Cuando la profundidad de la pieza es "h", el espesor de la viruta es aprox. 3h. La sección transversal de la pieza marcada con lineas diagonales h x l, fue maquinada con el filo de corte y transformada en virutas. De este proceso se creo un espesor de la viruta de aprox. 3 veces h y la longitud fue reducida alrededor de 1/3 con la misma sección transversal. Esto demuestra que el metal fue sometido a una gran deformación en el proceso de convertirse en virutas.
Puede verse que la sección h del material de la pieza ha cambiado considerablemente hacia una forma de mayor espesor (hc) posiblemente porque el material de la pieza de trabajo sufre continuamente deformación por cizallamiento y se acumula como se muestra. El hecho de que tal deformación plástica ocurra realmente ha sido demostrada en varias pruebas.
En el proceso de deformación por cizallamiento, se generan altas temperaturas por la fricción interna. Esta es la razón por la cual las virutas son demasiado calientes para ser manipuladas manualmente aun cuando la velocidad de corte es baja. Adicionalmente, se genera endurecimiento haciendo que las virutas sean más duras que el mismo material de la pieza de trabajo.
- ¡Haga clic en los siguientes enlaces para leer más!
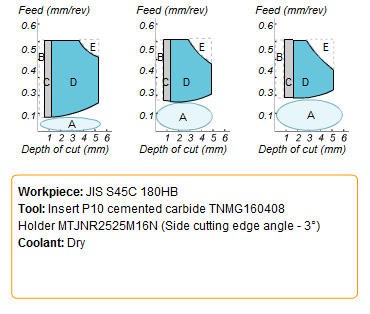
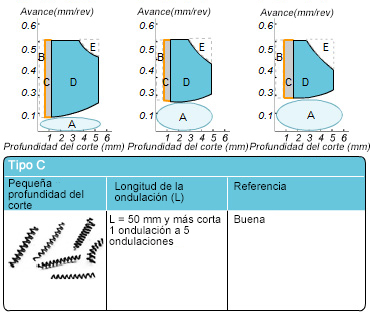
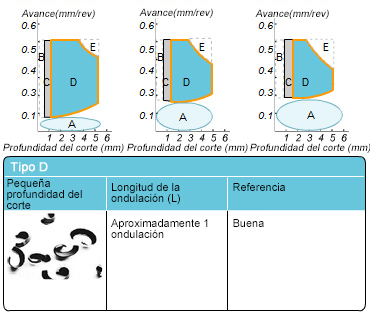
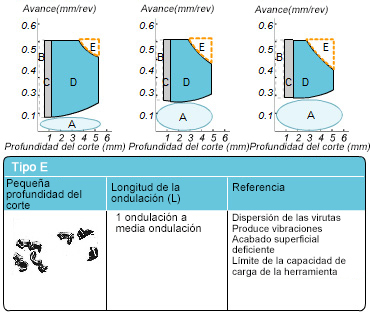
En general, cuando aumenta la velocidad de corte tiende a reducirse el rango de control de virutas. La figura de la derecha muestra el rango de control de viruta a diferentes velocidades de corte.
En alta velocidad, el área de baja velocidad (mostrada como A en la gráfica), las virutas no se rompen y tienden a ser continuas. Esto se debe a que a medida que se aumenta la velocidad de corte, la temperatura de las virutas aumenta y hace que las virutas sean más maleables y por lo tanto fluyan suavemente, la relación de corte (hc/h) disminuye, las virutas se vuelven más finas y la rotura eficaz resulta difícil.
¡Desplace los siguientes botones para más información!
Velocidad de corte y rango de control de virutas.
vc=50m/min
vc=100m/min
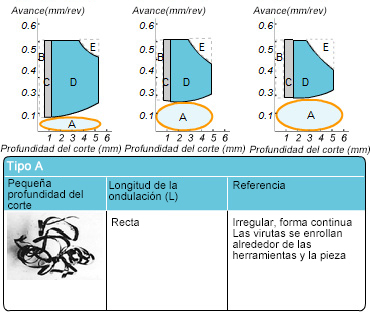
A
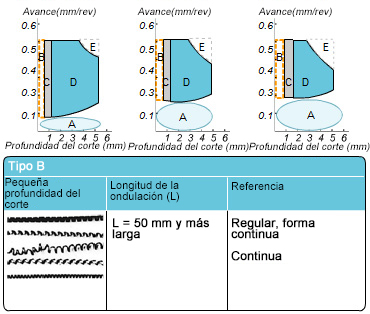
B
C
D
E
vc=150m/min
Si la velocidad de corte es la misma. El rango de control de las virutas difiere según se utilice o no el refrigerante. La imagen de la derecha muestra la diferencia del rango de control de viruta durante el maquinado de acero al carbono a 100 m/min con y sin refrigerante. Con refrigerante, el rango efectivo de control de virutas se torna amplio, lo cual se debe a que las virutas son enfriadas rápidamente, se endurece y tiende a ser mas fácil la rotura.
Efectos del refrigerante en el rango de control de la viruta.
Efectos del refrigerante en el rango de control de virutas.
Sin Refrigerante
Con refrigerante (emulsión)
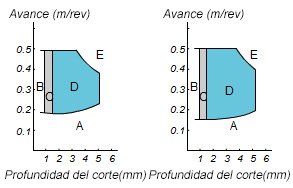
Pieza: JIS S45C (acero carbono)
Condiciones de corte: vc = 100m / min
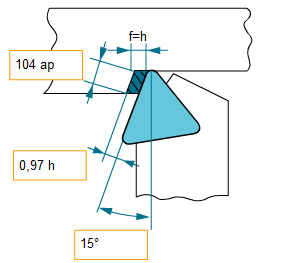
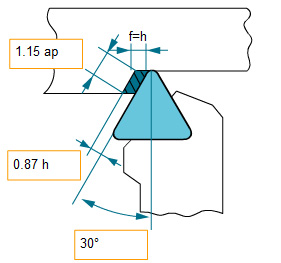
A medida que se incrementa el ángulo de posicionamiento, se deteriora el control de la viruta. La figura de la derecha muestra la diferencia en el espesor de la viruta cuando el ángulo es de 0°, 15° y 30°. A medida que se incrementa el ángulo el espesor de la viruta "h" se torna más fino y aumenta la longitud de la viruta.
Adicionalmente, el radio de la ondulación de la viruta es más grande y no se rompe fácilmente. Este es el mismo resultado que en el caso de incrementar la profundidad de corte y reducir el avance.
¡Haga clic los botones para más informaciones!
Cambio del espesor de la viruta para diversos ángulos de avance.
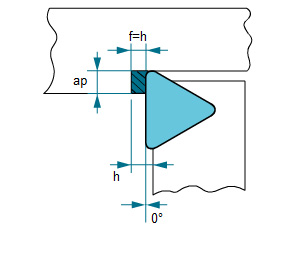
0°
15°
30°
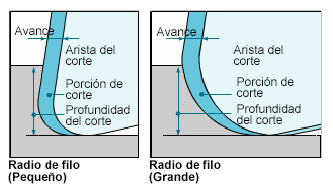
En general, un radio de filo grande tiende a deteriorar el control de la viruta. Esta tendencia puede observarse especialmente a baja profundidad de corte. Esto se debe a que con un radio de filo grande, la parte curva de la sección de la viruta es más grande y por lo tanto se incrementa el ángulo de posicionamiento. Como se describió anteriormente, con un ángulo de posicionamiento grande, el ancho de corte se hace más fino, el ancho de la viruta, el radio de la ondulación es más grande y las virutas se rompen con menos facilidad.
Relación entre el radio del filo y el espesor de la viruta.
A menor ángulo de desprendimiento crea virutas más gruesas y permite que se ondulen y rompan fácilmente. La animación de la derecha muestra el espesor de la viruta con diferentes ángulos de desprendimiento. Con un ángulo de desprendimiento chico, el ángulo de cizallamiento es menor, y por lo tanto, las virutas son más gruesas y se rompen fácilmente. Con un ángulo de desprendimiento grande, el ángulo de cizallamiento es más grande, las virutas son más finas y tienden a ser continuas.
Relación entre el angulo de desprendimiento y el espesor de las virutas.
Velocidad de corte
Líquido refrigerante
Ángulo de avance
Radio del ángulo de incidencia
Ángulo de ataque
x