Torneado Avanzado
Factores que afectan el rugosidad superficial
Entre los factores que afectan la rugosidad superficial se incluyen la geometría del filo de corte, la precisión, adherencia del material en el filo, el desgaste de la herramienta, la precisión de la máquina, propiedades de rotura de las virutas y las condiciones de corte. Estos factores difieren de acuerdo al tipo de maquinado (Externo e interno, etc).
Haga clic en los siguientes enlaces para leer más.
Selección del grado de la herramienta
Selección de la geometría de la herramienta
Cambio de las condiciones de corte
Uso de inserto Wiper
Selección del grado de la herramienta
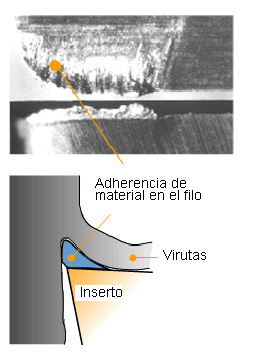
El factor más importante para evitar un acabado superficial deficiente es prevenir la formación de material adherido. Para lograr esto es importante la selección del grado de la herramienta.
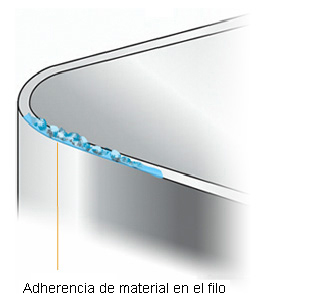
La adherencia de material en el filo es el material endurecido por medios mecánicos adherido a la parte superior del filo de corte. El materia adherido al filo sobresale del filo de corte y es quien maquina realmente la pieza. Esto generalmente ocasiona mayor profundidad de corte, y por lo tanto causa la imprecisión del componente. adicionalmente la adherencia de material en el filo puede causar el desprendimiento del recubrimiento y repetir el proceso de adherencia de material, deteriorando notablemente el acabado superficial. Por lo tanto, la adherencia de material en el filo es el factor más importante que afecta adversamente la rugosidad superficial.
Para evitar la adherencia de material en el filo, deberá seleccionarse un grado de herramienta que tenga baja afinidad con el material de la pieza. Para el maquinado de acero es efectivo el cermet, principalmente que contenga TiC (Carburo de Titanio) y TiN (Nitruro de Titanio). El TiC y TiN tiene baja solubilidad al hierro comparado con el WC (Carburo de tungsteno) y puede ayudar a prevenir la adherencia de la viruta.
Selección de la geometría de la herramienta
La imagen de arriba muestra la relación entre el radio del filo y el acabado superficial.
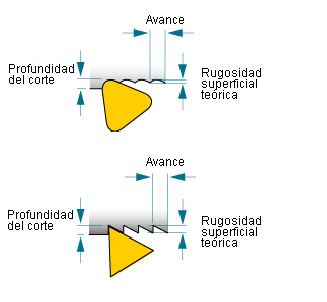
La geometría de la herramienta puede también afectar la rugosidad superficial. El radio del filo tiene el mismo efecto de todas las características de la geometría del inserto. Las condiciones de acabado superficial sin ninguna imperfección durante el maquinado que genera la geometría del radio se denomina rugosidad superficial teórica.
La rugosidad superficial teórica depende del avance y del tamaño del radio. El alto avance crea un acabado un acabado superficial más rugoso. Un radio mayor crea un acabado superficial más suave.
Un ángulo de desprendimiento de la herramienta mayor ayuda a mejorar el acabado superficial. Esto se debe a que mejora la agudeza de la herramienta y tiende a que la adherencia al filo ocurra menos, previniendo el desprendimiento.
El honeado también cambia la agudeza de la herramienta y generalmente un honeado pequeño produce un acabado superficial mejor. Mientras tanto, la rugosidad del filo honeado puede ser transmitida en la superficie maquinada. Para prevenir esto, es importante una buena rugosidad superficial del honeado. Sin embargo, estas propiedades cambian enormemente de acuerdo con el material de la pieza y son influenciadas por las condiciones de corte.
Cambio de las condiciones de corte
La rugosidad superficial teórica es influenciada por la velocidad de avance. La velocidad de avance baja mejora la rugosidad superficial. Sin embargo, la velocidad de avance demasiado baja disminuye la eficiencia de maquinado, por lo que es importante fijar la velocidad de avance para no deteriorar la rugosidad superficial.
Mientras tanto, en ejemplos reales de maquinado, es importante prevenir la soldadura y adherencia de material en el filo de corte. Para prevenir la adherencia de material en el filo de corte es importante mantener la temperatura de corte superior a la temperatura de re-cristalización del material de la pieza. De esta manera se ablanda cualquier adherencia de material en el filo. En otras palabras, el incremento de la velocidad de corte evita la adherencia de material en el filo y por lo tanto ayuda a mejorar la rugosidad superficial. El incremento del avance y de profundidad de corte también eleva la temperatura de corte y mejora la rugosidad superficial.
Uso de inserto Wiper
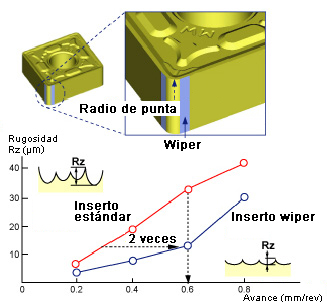
Aun cuando se duplique la velocidad de avance, no produce ningún deterioro en la rugosidad superficial.
Para mejorar el acabado superficial, están disponibles los insertos con la geometría del filo Wiper.
La mejora del acabado superficial no solo se debe a la ventaja de utilizar los insertos Wiper. El avance puede ser incrementado manteniendo la rugosidad superficial esto conduce a una mejora drástica en la eficiencia de maquinado y a la reducción de los costos de maquinado. Más aún, el avance incrementado mejora el control de la viruta y reduce la cantidad de insertos requeridos por lote de producción, haciendo que los insertos Wiper sean ideales para el maquinado de alta eficiencia.
Sin embargo, los insertos Wiper tienen desventajas. Esto se atribuye al aumento de la resistencia de corte y a las vibraciones durante el maquinado de piezas con baja rigidez de la herramienta y sujeción. Adicionalmente, los efectos del Wiper solo actúan en las direcciones horizontales y verticales, haciendo que sean inapropiados para el copiado, aunque son eficazmente utilizados debido a que pueden mejorar notablemente la productividad.
x
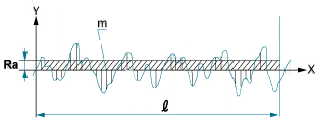
La rugosidad media aritmética (Ra) es una forma de calcular la rugosidad. Ra es el valor obtenido mediante la siguiente fórmula y expresado en micrómetros.
Cuando se realiza el muestreo de la longitud de referencia de la curva de rugosidad en dirección a la linea media, tornando el eje X en dirección de la aplicación longitudinal de la parte maestreada. La curva de rugosidad es expresada por la formula
y=f(x).