Torneado Avanzado
Selección del portaherramientas para el torneado externo
Son cruciales cuatro factores.
Los siguientes factores son cruciales.
Al seleccionar el portaherramientas, se debe tener en cuenta lo siguiente: la aplicación de maquinado, resistencia del filo de corte y economía.
¡Haga clic en los enlaces para aprender más!
Selección de la herramienta según el ángulo de avance
Ver portaherramientas y ángulo de avance
Métodos de sujeción
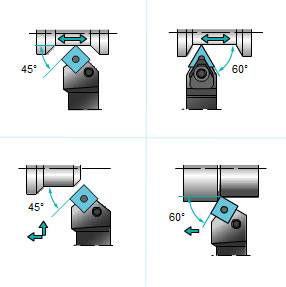
Selección de la herramienta según el ángulo de avance
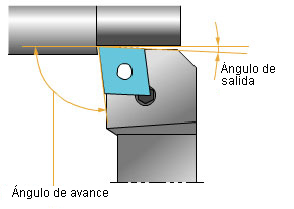
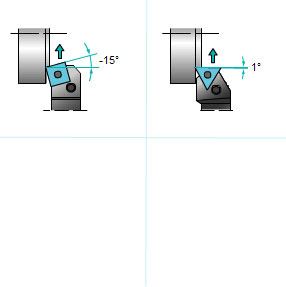
Esta imagen muestra el ángulo de avance y el ángulo de salida.
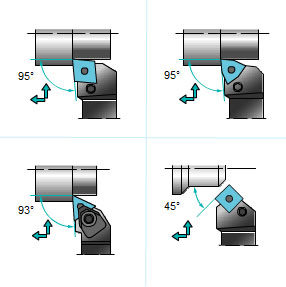
El portaherramientas se selecciona de acuerdo a los diferentes métodos de maquinado como, por ejemplo, torneado, careado y copiado, así como la dirección transversal. El método de corte para cada portaherramientas y la combinación del inserto pueden determinarse según el ángulo de avance.
Por regla general, cuando no sea necesario realizar una angulo de 90º, será económico seleccionar un portaherramientas que tenga hasta 90º de ángulo de avance, ya que en este caso podrá usarse un inserto cuadrado con cuatro filos de corte por lado.
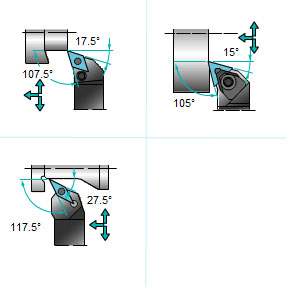
Para el careado, seleccione un portaherramientas y un inserto con un ángulo de avance de 105º o mayor a fin de lograr un control efectivo de las virutas. No se recomienda optar por un ángulo de avance de 95º o menor, ya que el control de las virutas resultará muy deficiente. Para realizar careados no puede utilizarse un ángulo de avance de 90º o inferior. Un ángulo salida negativo solo se usa para el careado.
Selección de la herramienta según el ángulo de avance
Portaherramientas y ángulos de avance

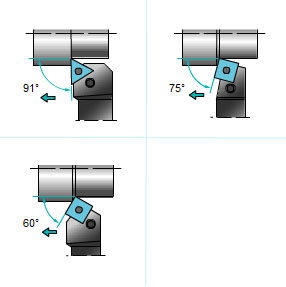
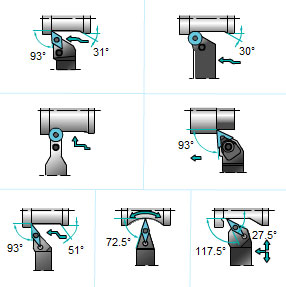
Torneado externo / careado (avance normal)
Ranurado
Torneado externo / careado (avance normal y avance de retroceso)
Torneado
Chaflanado externo
Careado (avance normal)
Copiado (externo)
Métodos de sujeción
El tipo de cierre por palanca (P) es el método de sujeción más habitual.
ISO estandariza las estructuras de sujeción de los portaherramientas indexables
Tipo M: Método para sujetar el inserto de la parte superior y en el barreno. (Método de sujeción múltiple)
Tipo P: Método para sujetar el inserto en el barreno (Método de sujeción por palanca)
Tipo S: Método para sujetar el inserto con un tornillo en el barreno. (sujeción por tornillo)
Tipo C: Método para sujetar insertos sin barreno (Sujeción por clamp)
*Los métodos de sujeción en paréntesis son los mas usuales. Si un tipo de fijación cumple con los puntos arriba mencionados, podrá utilizarse el símbolo mencionado. Sin embargo, en la actualidad existen símbolos que se utilizan para algunos métodos de fijación resientes a fin de diferenciarlos de los métodos convencionales.
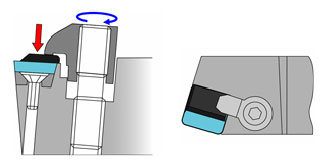
Sujeción por palanca (P)
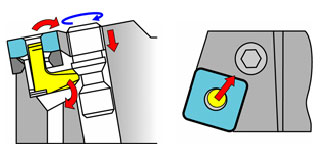
Es el método para sujetar un inserto con barreno. Se empuja el inserto hacia las paredes del portaherramientas mediante el uso de una palanca en forma de L. Debido a su sencillez es el método de sujeción mas utilizado y garantiza la precisión de posición del filo de corte. Sin embargo, la resistencia de la sujeción en dirección vertical no es buena, por lo tanto no resulta efectivo en cortes interrumpidos pesados.
Sujeción doble (D)
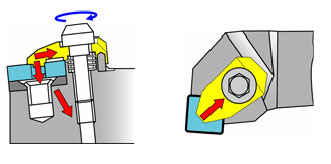
Es un método de sujeción para insertos con barreno. Ejerce fuerza hacia el centro del soporte. La mordaza también ejerce fuerza hacia abajo y esta se suma a la fuerza lateral que posiciona el inserto en el cuerpo de la herramienta. Por lo tanto, es un excelente método de sujeción incluso para cortes interrumpidos pesados.
La sujeción doble no tiene asignada ninguna identificación ISO, pero puede considerarse dentro de la clasificación tipo M. Esta hace referencia a los métodos de fijación múltiple, una combinación de la sujeción por pin y clamp.
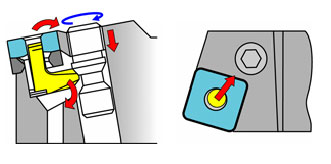
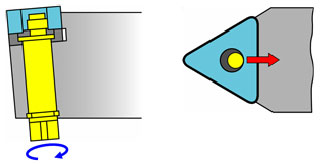
Sujeción con cuña (M)
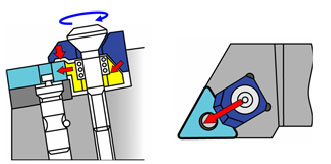
(ISO Tipo M se define como un método de sujeción que fija el inserto de la parte superior y del barreno de forma simultanea. El mecanismo no es especificado, lo que significa que pueden utilizarse varios mecanismos de sujeción. A continuación el sistema de sujeción con cuña.)
El sistema de sujeción con cuña es un método de sujeción de un inserto con barreno fijando de forma simultanea de la parte superior y lateral al portaherramientas, o fijando unicamente el lateral del inserto a través de una cuña. Una ventaja de este método es la alta confiabilidad de sujeción cuando se fijan insertos triangulares con solo una cara de contacto.
Pero cuando se sujetan insertos triangulares con dos caras de contacto, se debe asegurar el filo de corte lateral ya que puede interferir con la pieza de trabajo. Esto hace que no sea adecuado para el copiado. El método de sujeción con cuña puede usarse para el copiado, pero la precisión de posicionamiento del filo de corte es deficiente debido a que la sujeción se lleva a cabo por la presión del inserto contra un perno.
Sujeción por tornillo (S)
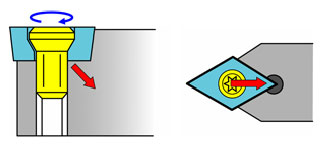
El método de sujeción por tornillo se utiliza para sujetar un inserto con barreno avellanado por medio de un tornillo. Como se trata de un sistema sencillo con el que se pueden sujetar insertos pequeños, este metodo se utiliza para portaherramientas pequeños, barras de mandrinado, brocas indexables, cortadores de acabado y fresado frontal.
Los barrenos del portaherramientas están desplazados de modo que sujetan el inserto contra la pared y asegurar la sujeción. Como resultado, posicionamiento del filo de corte es preciso y la sujeción tiene una resistencia suficiente para permitir el uso en insertos positivos. un inconveniente es que se tiene que retirar completamente el tornillo para cambiar el inserto,
Sujeción múltiple para inserto sin barreno (C)
Este tipo de sujeción se utiliza para sujetar insertos sin barreno. Para ello se fija el inserto en la parte superior con una mordaza. De este modo se pueden sujetar insertos negativos y positivos.
Además, se obtiene una resistencia de fijación adicional, lo que hace a este método adecuado para el maquinado interrumpido pesado. No se ejerce fuerza hacia la cara de fijación, pero se logra una precisión de posicionamiento del filo de corte elevada.
Sujeción por excéntrico (E)
Este método se usa para fijar un inserto con barreno ejerciendo presión contra la pared de fijación por medio de un perno excéntrico. Este método resulta económico por que utiliza un reducido numero de partes; sin embargo, la precisión de posicionamiento del filo de corte es baja. Este método carece de identificación ISO, pero puede clasificarse dentro del tipo P.
Métodos de sujeción
Sujeción por palanca (P)
Sujeción doble (D)
Sujeción con cuña (M)
Sujeción por tornillo (S)
Sujeción múltiple para inserto sin barreno (C)
Sujeción por excéntrico (E)
x
