Torneado Avanzado
Selección de la barra de mandrinado
Elección del ángulo de avance
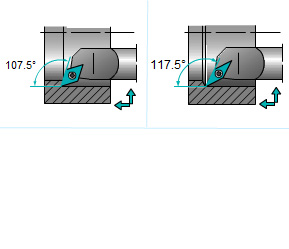
Para el mandrinado, al igual que el torneado externo, se requiere determinar el ángulo de avance apropiado para la aplicación. Al maquinar barrenos pasados, puede utilizarse un inserto cuadrado económico de cuatro filos de corte con un angulo de avance de hasta 90°. Sin embargo, al realizar refrentados, deberá seleccionar una barra de mandrinado con ángulos de avance grande para reducir la resistencia de corte.
El back boring (cortar desde la pieza de trabajo) es un método especial de maquinado que se usa únicamente en el barrenado. Puede utilizarse cuando la concentricidad de los diámetros externo e interno es importante y entonces el torneado externo y barrenado deberían de completarse con un solo ajuste. En este caso barrenar cerca del mandril puede resultar problemático. Sin embargo, con barras del tipo back boring se puede realizar el maquinado sin cambiar la sujeción de la pieza de trabajo.
Haga clic en los siguientes enlaces para leer más sobre las diferentes herramientas de torneado.
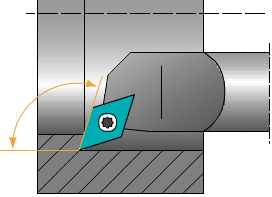
La imagen muestra el ángulo de avance durante el mandrinado.
Ángulo de avance
Criterios para seleccionar el diámetro de zanco
Al seleccionar una barra de mandrinado, también se tiene que seleccionar el diámetro del zanco. El volado de la barra tiende a ser grande, por lo que resulta conveniente seleccionar un diámetro de zanco lo mas grande posible con la finalidad de mantener la rigidez.
La clave para seleccionar un diámetro de zanco adecuado es comparar el diámetro mínimo de maquinado de la barra y el diámetro interior de la pieza para seleccionar un diámetro de zanco lo mas grande posible. Sin embargo, si el diámetro del zanco es demasiado grande puede ocasionar problemas de control de viruta. Esto significa que el diámetro del zanco deber seleccionarse según la aplicación.
Varios tipos de barra de mandrinado
¡Haga clic en los títulos para aprender más sobre cada tipo de barra de mandrinado!
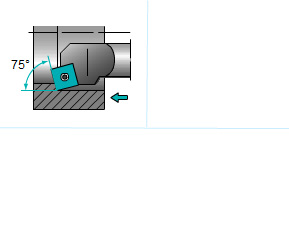
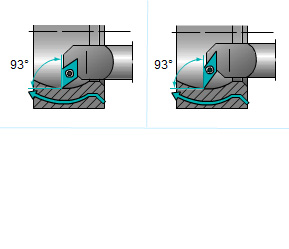
Se recomienda el uso de un inserto rómbico 80° para el refrentado exterior y mandrinado
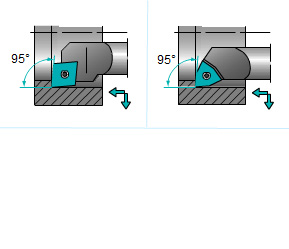
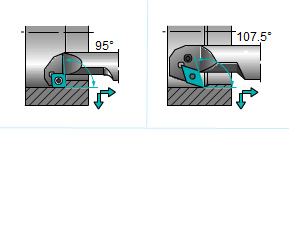
En caso de realizar un mandrinado con refrentado interno preciso, deberá seleccionar una barra con ángulo de avance grande.
Para el copiado se recomienda un ángulo de avance grande.
El mandrinado contrario es una opción adecuada cuando la geometría de la pieza lo exige, cuando se tiene un requerimiento de tolerancia especial o cuando la trayectoria de la herramienta lo requiere.
Mandrinado lineal
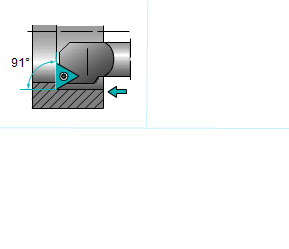
Mandrinado pasado
Mandrinado lineal y refrentado
Mandrinado lineal y refrentado
Copiado
Mandrinado y refrentado contrario.
Barras de mandrinado
Material de la barra de mandrinado
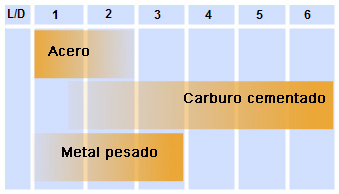
Entre los materiales que se pueden utilizar en el zanco de las barras de mandrinado esta el acero, metales pesados, y carburo cementado. En el caso de las barras de mandrinado con zanco de acero, si el L/D es mayor de 4-5, será propenso a vibraciones y en consecuencia habrá limitación en la profundidad de corte y velocidad de avance.
En caso de presentar vibraciones, no solo tendrá un acabado superficial deficiente, sino también se producirá un microdesbaste en el filo de corte y con esto la reducción de la vida útil de la herramienta.
La barras de mandrinado de metal pesado y carburo cementado se utilizan para incrementar la rigidez de la barra y así prevenir vibraciones. Esto permite maquinar longitudes L/D mayores en comparación a las barras de zanco de acero.
Criterio para seleccionar el diámetro del zanco
Ver varios tipos de barra de mandrinado
Material de la barra de mandrinado
x