Torneado Avanzado
Tipo de insertos para el mandrinado
Geometría del inserto
Por regla general, la geometría del inserto debería seleccionarse de acuerdo a los mismos parámetros de torneado externo. Sin embargo, al mandrinar, el voladizo de la herramienta tiende a ser largo por lo que dificulta el maquinado pesado. Por lo tanto, no es tan importante considerar la resistencia en la rigidez de sujeción de las diferentes geometrías de insertos.
Haga clic en los siguientes enlaces para aprender mas sobre las diferentes herramientas de mandrinado.

Efectos del radio
Inserto negativo e interferencia en la pared
Efectos del radio
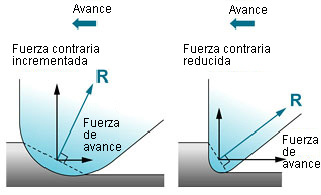
Los radios grandes causan una fuerza contraria elevada. El maquinar con barras de mandrinado, la fuerza de retroceso ejerce de tal manera que intenta doblar la barra. Por lo tanto hay que tomar precauciones para prevenir las vibraciones.
Con pequeñas profundidades de corte se debe tener cuidado ya que un radio grande reduce el control de las virutas o puede cambiar la dirección de flujo. Un cambio en la dirección de flujo de las virutas durante el mandrinado es relevante, ya que las virutas deben ser evacuadas del interior de la pieza para prevenir atascamientos.
Inserto negativo e interferencia en la pared
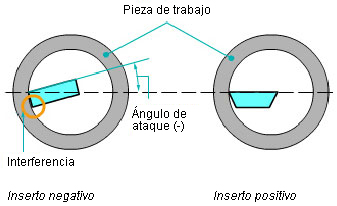
Al mandrinar diámetros pequeños con insertos negativos, el ángulo de ataque debe ser negativo para evitar interferencia con la pared interna. (Ver imagen de la izquierda).
Esto incrementa la resistencia de corte y puede causar vibraciones con facilidad. Por lo tanto, para el mandrinado suelen utilizarse insertos positivos. Al mandrinar diámetros grandes, se pueden utilizar insertos negativos para mejorar la economía.
x