


クランプ機構
レバーロック形(P)は最も多く使われているクランプ方式です。
ISOでは、バイト呼び記号の中で刃先交換式バイトのクランプ機構を規定しており、次の4種類があります。
M 形: 穴付きインサートの上面と穴をクランプする方式(マルチクランプ方式)
P 形: 穴付きインサートの穴をクランプする方式(ピンロック方式、レバーロック方式)
S 形: 穴付きインサートの穴をねじでクランプする方式(スクリューオン方式)
C タイプ: 穴無しインサートの上面からクランプする方式(クランプオン方式)
*( )内のクランプ機構は代表的なもの。クランプ機構はいかなるものでも、これらの要件を満足すれば、構造記号として使用することができます。ただし最近のクランプ方式の中には、従来の方式と区別するために独自の記号を付けているものもあります。
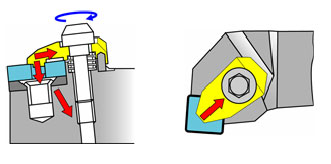
レバーロック形 (P)
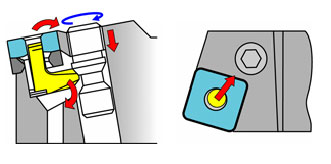
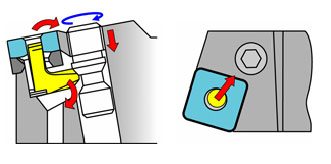
L字のレバーを用いて、穴付きインサートをインサート座に2壁面に引きつけホルダに固定する方式です。操作性が非常に優れているため最も普及しています。クランプの際、インサートを壁面に引き込みながら固定するので、切れ刃の位置再現精度*が良好です。
ただし、上下方向のクランプ強度は十分ではなく、断続重切削にはあまり適していません。
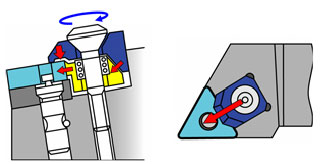
ダブルクランプ形 (D)
一度の操作でインサートをホルダ本体側に引き寄せ、インサートの側面および底面を確実に固定する方式です。クランプ駒がインサートの側面を引き寄せ、上面を押さえるので、穴付きのネガティブ形インサートをクランプする方式として極めて優れています。断続重切削でもインサートの浮き上がりを防止し、安定した性能が得られます。ダブルクランプ方式はISOの規定にはありませんが、広い意味でのM形の一種です。
一方、ISOのM形はピンロック方式とクランプオン方式を組み合わせたマルチクランプ方式のことを指す場合が多いようですが、このことをダブルクランプと混同されていることもあるようです。
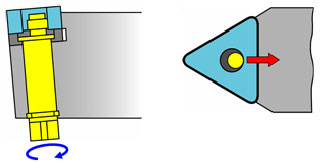
ウェッジロック形 (M)
(ISOのM形は、 インサート上面と穴を同時にクランプする方法と規定されており、その機構までは規定されていません。したがって、実際はさまざまなクランプ機構があります。ここで紹介するのは、くさび駒を用いたウェッジロックです)
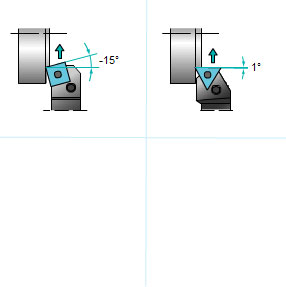
くさび駒を用いて、穴付きインサートの上面と側面、または側面のみを押し付け、ホルダに固定する方式です。この方式のメリットは、三角インサートをクランプするときに1面拘束で信頼性の高いクランプができることです。三角インサートを2面拘束しようとすると、前切れ刃を拘束しなければならず、被削材と干渉しやすいので倣い加工には適しませんが、この方式なら倣い加工に適用できます。ただし、インサートの穴をピンに押し付けてクランプするため、刃先の位置再現精度は低くなるのが欠点です。
スクリューオン形 (S)
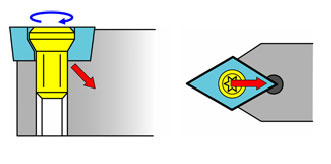
テーパ穴*等を利用して、穴付きインサートをクランプしてホルダに固定する方式です。構造が簡単な上、小さなインサートの取付けも可能なので、小径ホルダやボーリングバーの他、刃先交換式のドリル、エンドミル、フェースミーリングなど広範囲に応用されています。ホルダのねじ穴はインサート穴の中心からずれた位置にあり、インサートがホルダの拘束面に寄せられてクランプできるようになっています。このため切れ刃の位置再現精度が高くポジティブ形インサートの通常の使用領域に十分耐えるだけのクランプ強度を持っています。ただし、ねじを完全に外さなければインサート交換が行えないため、作業性が劣ります。
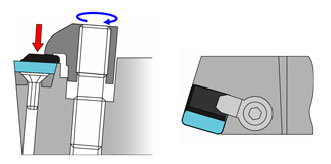
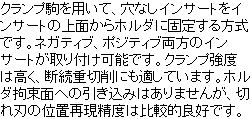
カムロック形 (E)
偏心ピンを用いて、穴付きインサートをインサートの座に押し付けホルダに固定する方式です。分品点数が少なく安価ですが、切れ刃の位置再現精度は劣ります。ISOの規定にはありませんが、広い意味ではP形の一種です。
x






















































