

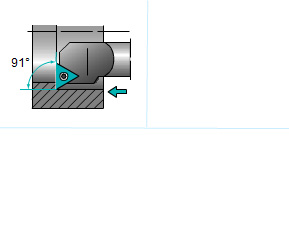
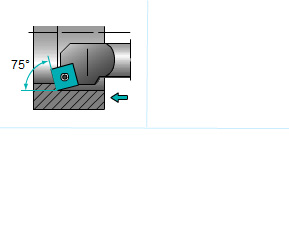
直線加工では、背分力を抑えるため、切込み角が90°に近いボーリングバーを選択する。
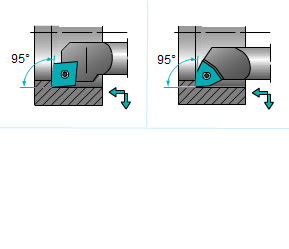
通し穴の加工では、切込み角を90°以下にすることにより、経済的な片面4切れ刃の四角インサートを選択することができる。
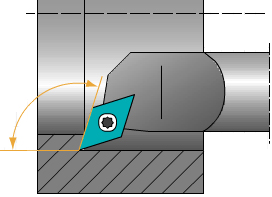
内径加工と端面加工を同時に行う場合、80°菱形インサートを選択する。
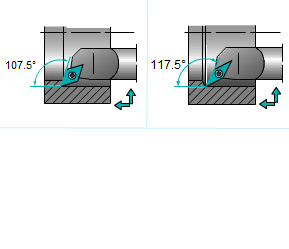
端面引き上げ加工を行う場合、切込み角の大きなバーリングバーを選択する。
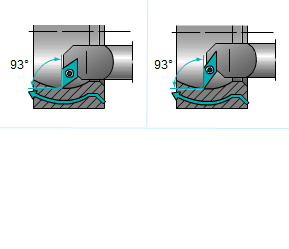
倣い加工では、前切れ刃角を大きくする。

被削材の形状や精度、ツールパスの問題などにとり、ボーリングバーの配置に制約があるときに選択する。

x





























