Fresado Básico
Clasificación
Existen diferentes formas de clasificar las fresas radiales.
- Haga clic a continuación para acceder a las explicaciones referentes a la clasificación de las fresas radiales según la geometría.
Cantidad de acanaladuras
Longitud del filo cortante
Ángulo de hélice
Filo cortante periférico
Filo cortante radial
Mango
Cuello
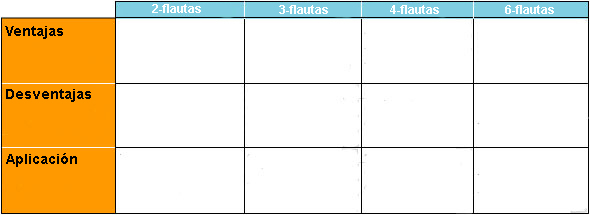
Número de flautas
Generalmente, el número de flautas son de dos, tres, cuatro y seis. La diferencia del número de flautas conduce a la diferencia en el área de las cavidades para la viruta.
Las cavidades para la viruta son utilizadas para disponer de las virutas producidas durante el maquinado. La proporción del área de las flautas se muestra en la figura.
A medida que aumenta la cantidad de flautas se reduce la relación de las flautas. Con el aumento del número de flautas, aumenta la relación del área del filo de corte y por lo tanto, se eleva la rigidez de la herramienta. Las características y aplicaciones depende del número de flautas (ver la siguiente tabla).
Comparación del área seccional de la cavidad para virutas.

Características y aplicaciones de los cortadores con diferente número de flautas.
Desalojo efectivo de virutas. Es posible el avance de fresado horizontal.
Desalojo efectivo de virutas. Es posible el avance de fresado horizontal.
Alta rigidez.
Alta rigidez.
Durabilidad del filo de corte superior.
Baja rigidez.
Varias formas de corte incluyendo ranurado, contorno y barrenado.
No es fácil checar el diámetro.
Ranurado, fresado de contorno.
Corte pesado, acabado.
El desalojo de la viruta es deficiente.
Ranurado, fresado de contorno. Corte pesado, acabado.
El desalojo de la viruta es deficiente.
Maquinado de aceros endurecidos.
Ranurado, fresado de contorno.
Longitud del filo cortante
Cuando la fresa radial es fijada en el portabroca, ésta sufre la deflexión debido a la resistencia de corte durante el mecanizado como se muestra en la figura. La deflexión es proporcional a la resistencia de corte y proporcional al cubo de la longitud desde el extremo del portabroca hasta el extremo de la fresa radial, o la longitud de la saliente.
Para reducir la deflexión y producir superficies mecanizadas verticales, deberán utilizarse en lo posible las fresas radiales con una longitud de saliente corta. Por lo tanto, las longitudes de la acanaladura de las fresas radiales se dividen en las siguientes.
a. Extracorta
b. Corta
c. Normal
d. Semilarga
e. Larga
f. Extralarga
Deflexión de las fresas radiales
Dirección de la hélice y direcciones de rotación
Acanaladura recta y acanaladura helicoidal
Ángulo de hélice
La dirección de la hélice de la fresa radial es generalmente (ver la imagen) y será utilizada para la rotación destrógira (dirección hacia la derecha) vista desde el lado de la espiga. Las herramientas de corte utilizadas para la rotación destrógira son denominadas fresas radiales con dirección hacia la derecha. Las herramientas de corte utilizadas para la rotación siniestrógira (dirección hacia la izquierda) son denominadas fresas radiales con dirección hacia la izquierda. La imagen siguiente muestra el diente helicoidal con dirección hacia la derecha.
Diente helicoidal con dirección hacia la derecha de 30º hacia la derecha.
Gira hacia la derecha visto desde el lado de la espiga.
Diente helicoidal con dirección hacia la izquierda de 30º hacia la izquierda.
Usualmente, no existen hélices de dirección hacia la izquierda.
El ángulo de la hélice de la fresa radial es usualmente de 30º. El menor ángulo de hélice tiene menor agudeza debido a que el ángulo helicoidal es más grande y mejora la agudeza de la fresa radial. Sin embargo, a medida que aumenta el ángulo helicoidal se incrementa la fuerza axial tendiente a arrastrar la fresa radial hacia la pieza. La tabla muestra las características y las aplicaciones de las fresas radiales de diferentes ángulos helicoidales.
Fresas sin ondulaciones en la superficie mecanizada pero menos agudas, utilizadas después del afilado principalmente a la acanaladura formada o cónica.
En el caso de las fresas radiales de acero rápido utilizadas para reducir la ondulación de la superficie mecanizada. Las fresas radiales de baja acanaladura helicoidal incluyen las utilizadas para el mecanizado del chavetero*.
Utilizadas para las fresas radiales de propósito general debido al buen equilibrio de la precisión del mecanizado y agudeza
Aguda. En el caso de las fresas radiales de acero rápido, tienen grandes ondulaciones en la superficie mecanizada.
Son eficaces para la mecanización de materiales de mecanizado difícil como el acero inoxidable y aceros cementados.
Ángulo de hélice
Filo cortante periférico
The Table shows various geometries and features of a number of end mills.
Forma de filo cortante periférico
La Mesa muestra varias geometrías y los rasgos de los varios molinos del final.
Forma de filo periférico El tipo más de uso general de molino del final. Usado para roughing, acabamiento medio y acabamiento de encajadura, molienda del lado y molienda del hombro. Amplia variedad.
Usado para trabajar a máquina una parte inclinada y una parte de la posición que se centra. Usado para aplicar ángulos de la vela después de cortar con una acanaladura ordinaria.
Tiene una forma del borde parecida a una onda y rompe chips en longitudes cortas. Bajo recorte de resistencia. Eficaz para roughing. No ideal para terminar debido de revestir al raso fin. Requiere la molienda de la cara del rastrillo.
Aunque el dibujo a los espectáculos izquierdos un molino del final para producir radios de la esquina en componentes, los molinos del final del tipo del borde formados se diseñen para satisfacer la geometría requerida. Estos instrumentos generalmente se hacen pedir.
Para uso general. Usado para fresado de la ranura y fresado del lado. No se puede usar para el trabajo a máquina de comida horizontal. Alto moliendo de nuevo exactitud debido a ambos agujeros del centro sostenidos durante molienda.
Para uso general. Usado para encajadura y molienda del lado. Se puede usar para el trabajo a máquina de comida horizontal. Menos filos, realización de trabajo a máquina de comida mejor horizontal. La nueva fresadocon un final sostenido.
Un molino del final que tiene un filo radial. Usado para trabajo a máquina superficial curvo.
Usado para fresado del radio de la esquina y trabajo a máquina de una parte llana.
Uso del final muele con la geometría diferente.
Geometría de filo cortante radia
Filo cortante radial
La mesa muestra diversos tipos de filos del final de molinos del final. Entre ellos el centro cortó el tipo del borde que incluyen dos tipos. Un tipo tiene bordes largos y cortos (A, C) y el otro tipo tiene bordes que hacen escala en el centro (B). Ambos se pueden usar para el trabajo a máquina de comida horizontal.
Espiga
The table shows various geometries, types, and features of shanks of a variety of end mills. Among them, the flattened straight shank and the combination lock shank are used mainly for indexable end mills.
Geometría del mango
Un mango largo está diseñado para ranurado profundo. Puede tener el voladizo herramienta adecuada a la profundidad de mecanizado.
Con una plana para sujetar una fresa de extremo con un tornillo para evitar que la fresa de extremo se salga.
Se utiliza en caso de una fresa de extremo se desprende incluso con un mango cilíndrico bemol. Se utiliza para un molino de extremo de mayor diámetro diseñado para ranurado profundo.
Fresa de acabado de cuello largo.
Ranurado profundo.
Taper neck ball nose end mill.
Ranurado profundo del proyecto de la pared del molde..
Para ranurado profundo y fredad de diámetro pequeño, aplicable también en mandrinado.
Para un mejor desempeño en ranuado profundo y mecanizado de moldes.
Ranurado profundo con herramientas con diferentes geometrías
Geometría del mango y el cuello
Cuello
La tabla muestra varias geometrías, tipos y características de cuellos de una variedad de fresas.
x