车削应用篇


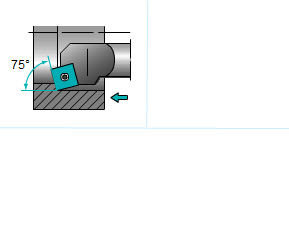
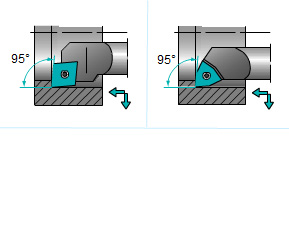
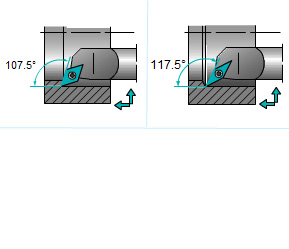
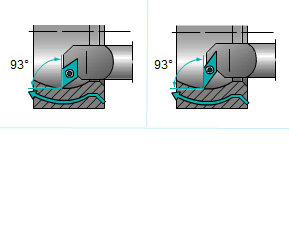
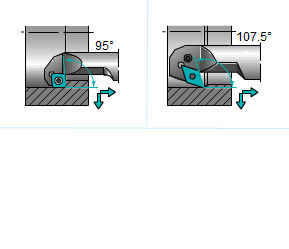
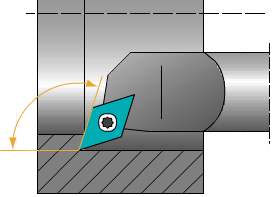
当工件的形状、精度、进刀轨迹等出现问题,对镗刀的配置形成制约时,选择这种加工形态。

x