课程介绍
车削加工时的切削阻力
镗刀杆的高频振动与切削力
车削刀具的选择
外圆加工用刀片的选择
外圆加工时车刀刀柄的选择
内孔加工时刀片的选择
内孔加工时镗刀的选择
切削条件变更的影响
刀具形状变化的影响
刃口修磨的重要性
切屑处理
影响切屑处理的主要原因
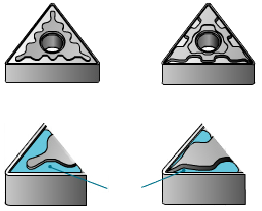
刀片断屑槽的功能
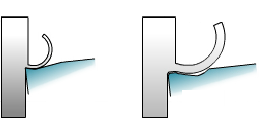
断屑槽设计的基本理念
影响加工面粗糙度的主要因素
切削刃的损伤与对策
故障分析与对策
成果测试
车削应用篇
术语解释
A - D
E - G
H - J
K - M
N - S
T - X
Y - Z
字母及数字
帮助
主菜单
辅助菜单
弹出窗口
测试题目
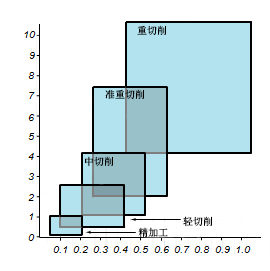
重切削用断屑槽
精加工用断屑槽
容屑槽