Tool grades
Cemented carbides
Cemented carbide is a tool material that has all properties necessary for cutting tools, including hardness and strength. Cemented carbide is made by powdered tungsten carbide (WC), mixing cobalt (Co) powder in it as a binder, and sintering the mixture. It can be likened to concrete. Small stones (tungsten carbide) are surrounded by cement (cobalt).
Cemented carbide, when sintered, will have nearly twice as high gravity, and about half as much volume as before the sintering process. Sintered cemented carbide is ground by a diamond grinding tool and can then be used as a cutting tool.
- Click below for more information!
Manufacturing of cemented carbide
Classification of cemented carbides
Classification groups
Use according to machinability
Physical properties of WC and TiC
Applications based on ISO classification symbols
Manufacturing
Manufacturing of cemented carbide.

Classification
The optimum way in which to select a tool grade is based on ISO standards. Originally, cemented carbide was classified into 3 groups based on the chip geometry. These groups being P (steels), M (stainless steels), and K (cast irons).

Group P
Continous type chips.
Main workpiece materials being steel and cast steel.
Group M
Shear type chips.
Main workpiece materials being stainless steel and high manganese steel.
Group K
Crack type chips.
Main workpiece materials being cast iron.
Classification
Due to the gradual diversification of workpiece materials a more accurate selection method was needed. Now instead of being based on chip geometry, selection is based on machinability. Six groups now exist, P, M, K, N, S and H.
Furthermore, these six groups are again subdivided according to the cutting conditions and machining method. The subdivisions are shown with two-digit numbers such as P01, P10 and P20 etc. A larger number represents tougher machining conditions and requires a tool grade with higher fracture resistance. Therefore, as the number becomes smaller, a tool grade offering higher wear resistance is necessary. Click on the different groups and then on each subgroup for more information.
P Group
M Group
K Group
N Group
S Group
H Group
P01
P10
P20
P30
P40
M10
M20
M30
M40
K01
K10
K20
K30
N01
N10
N20
N30
S10
S20
S30
H01
H10





















Use according to machinability
Cemented carbides are divided roughly into two groups. One group being a straight cemented carbide, which is tungsten carbide and cobalt (WC-Co), the other being a mixed cemented carbide, which is tungsten carbide, cobalt and titanium carbide (WC-TiC-Co)
Cemented carbides that contain TiC have superior heat resistant properties and are less vulnerable to crater wear. However, the adhesion strength between the TiC and Co is lower when compared the adhesion strength of WC and Co. Therefore the mixed cemented carbides have lower fracture resistance than a straight cemented carbide.<br>Recent developments have seen the use of TaC (Tantalum carbide), NbC (Niobium carbide), TiN (Titanium nitride), as well as TiC. These cemented carbides also fall under the properties of the WC-TiC-Co group.

Physical properties of WC and TiC

Reasons for the development of WC-TiC-Co cemented carbides
As mentioned, the straight cemented carbides (WC-Co) posses higher wear and fracture resistance than the mixed cemented carbides (WC-TiC-Co). However, when machining steel, the cutting edge temperatures drastically increase leading to crater wear. Heat resistant properties can be improved by the addition of TiC and this is the main reason behind the development of the mixed cemented carbides (WC-TiC-Co). This enabled the machining of steels, but at the expense of a slight reduction in hardness and toughness. Mixed cemented carbides are specifically used for the machining of steels and because the machining of steel is the most prevalent, this type of tool grade is commonly used.
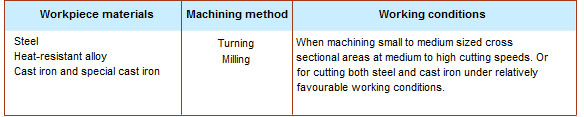
Applications based on ISO classification symbols
The table below shows the application of the two cemented carbide groups, based on the six tool classification groups.

x
