
 Japonia
Japonia Stany Zjednoczone
Stany Zjednoczone Meksyk
Meksyk Brazylia
Brazylia EU
EU Wielka Brytania
Wielka Brytania Niemcy
Niemcy Hiszpania
Hiszpania Francja
Francja Włochy
Włochy Polska
Polska Turcja
Turcja Czechy
Czechy Chiny
Chiny South East Asia, Oceania, South Africa
South East Asia, Oceania, South Africa Indie
Indie![]() Do stali
Do stali
![]() Do stali nierdzewnych
Do stali nierdzewnych
![]() Do żeliwa
Do żeliwa
![]() Do metali nieżelaznych
Do metali nieżelaznych
![]() Do materiałów trudnoobrabialnych
Do materiałów trudnoobrabialnych
![]() Do materiałów hartowanych
Do materiałów hartowanych
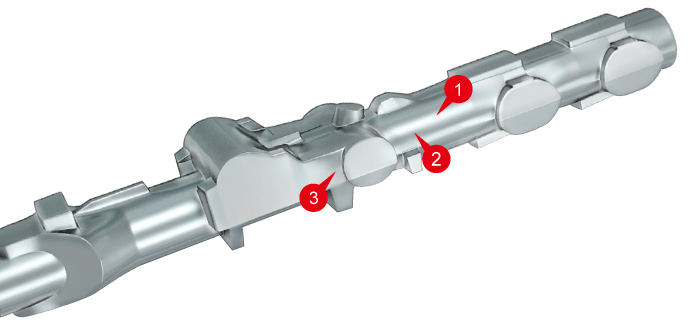
1. Wiercenie
Wiertło MCC : Kąt wierzchołkowy 90° zmniejsza siłę ciągu podczas wiercenia, co zapobiega rozwarstwianiu i poprawia tolerancję otworu.
Wiertło MCA : zastosowano unikalną konstrukcję rowka, aby zapobiec uszkodzeniu wykończenej warstwy CFRP przez wióry aluminiowe, zmniejszając w ten sposób różnicę w rozmiarze otworu pomiędzy sekcją aluminiową i CFRP.
2. Przycinanie
Żywotność narzędzia skrawającego jest zwykle niezwykle krótka ze względu na dużą wytrzymałość włókna węglowego, dodatkowo podczas cięcia łatwo dochodzi do rozwarstwień i zadziorów, dlatego wskazane jest stosowanie narzędzia, które nanosi powłokę o dużej odporności na zużycie
Frezy trzpieniowe DFC redukują zadziory i rozwarstwiania dzięki technologii powłoki diamentowej CVD w połączeniu ze zoptymalizowaną geometrią narzędzia, zapewniając w ten sposób długą żywotność narzędzia i wysoką jakość obróbki.
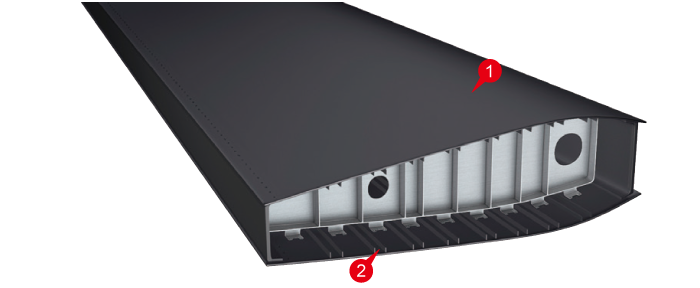
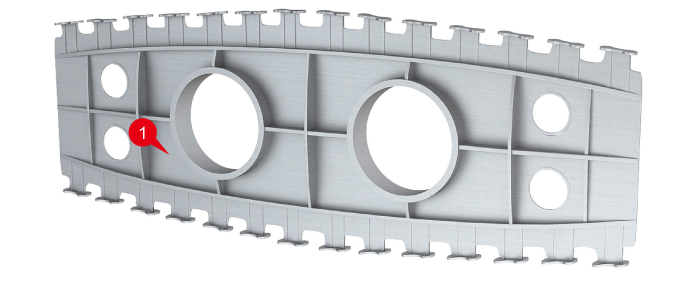
1. Frezowanie czołowe, frezowanie kieszeni.
Frezowanie elementów typu żebrowego polega na usuwaniu dużych ilości materiału, ponad 90%.Dlatego w celu zmniejszenia kosztów wymagana jest wysokowydajna obróbka z dużą prędkością.
Seria AXD osiąga niskie opory skrawania bez zmniejszania wytrzymałości krawędzi płytki dzięki spiralnemu bokowi i zoptymalizowanemu kątowi przyłożenia. Dodatkowo wypukła krawędź skrawająca umożliwia dobre odprowadzanie wiórów, co skutkuje zwiększoną szybkością i wydajnością obróbki.
Zastosowanie gatunku MP9120 jest bardzo skuteczne w skrawaniu z bardzo dużymi prędkościami.
Seria ALIMASTER zapewnia dobre usuwanie wiórów dzięki unikalnemu kształtowi przekroju poprzecznego geometrii rowka. Umożliwia to obróbkę z dużą prędkością i wysoką wydajnością.
Głowica wymiennych frezów czołowych iMX do obróbki stopów aluminium zapobiega powstaniu narostu ze względu na duży kąt natarcia. Umożliwia również wydajną obróbkę lustrzaną.
1. Frezowanie boczne, zgrubne frezowanie kieszeni.
Podczas obróbki zgrubnej stopu tytanu, w przypadku stosowania narzędzi o niskiej sztywności, łatwo dochodzi do odprysków i nietypowych uszkodzeń krawędzi skrawającej. Zaleca się wówczas stosowanie narzędzi o dużej sztywności oraz płytek o niskim oporze skrawania. Stabilna obróbka jest możliwa, ponieważ seria ASPX ma konstrukcję o dużej sztywności i zapewnia niski opór skrawania oraz kontrolę wibracji dzięki zastosowaniu technologii zmiennej podziałki.
2. Wiercenie
Wydajność wiercenia w stali nierdzewnej utwardzanej wydzieleniowo o twardości 15-5PH. Uszkodzenia, takie jak odpryski i pęknięcia krawędzi skrawającej, łatwo powstają ze względu na wysoką wytrzymałość 15-5PH, która jest często stosowana w elementach samolotów. Seria wierteł MMS umożliwia stabilną obróbkę dzięki doskonałej technologii powlekania w połączeniu ze zoptymalizowaną geometrią narzędzia.
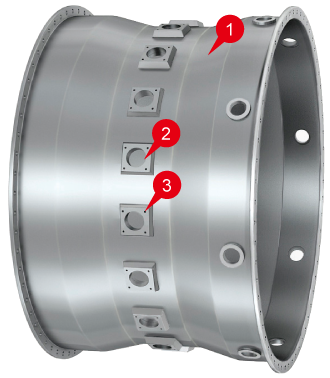
1. Frezowanie czołowe, frezowanie boczne
Istnieje ryzyko odprysków i pęknięć podczas obróbki zgrubnej z dużymi prędkościami, ponieważ opór skrawania zmienia się w procesie wytwarzania wiórów piłowatych w trakcie obróbki zgrubnej stopu tytanu. Połączenie gatunku MP9130 o doskonałej odporności na zużycie, gdzie zastosowano wielowarstwową powłokę i łamacz JL o niskim oporze skrawania umożliwia stabilną obróbkę zgrubną z dużymi prędkościami.
2. Frezowanie boczne, frezowanie kieszeni
Seria ARP: Podczas obróbki zgrubnej stopów tytanu ze względu na rodzaj generowanych wiórów często występują problemy związane z odpryskami i pękaniem. Płytki serii ARP są dostępne w 3 różnych geometriach łamacza i z nowym gatunkiem narzędzia MP9130. Takie połączenie zapewnia stabilną obróbkę przy wykonywaniu obróbki zgrubnej i wykańczającej stopów tytanu.
Seria Coolstar: Podczas obróbki stopów tytanu, ze względu na niską przewodność cieplną, ciepło powstające podczas obróbki lokalizuje się wokół krawędzi skrawającej. Powoduje to problemy ze spawaniem wiórów i dlatego jest konieczne, aby zapobiec wytwarzaniu ciepła i skutecznie usuwać wióry. Seria Coolstar została zaprojektowana z wieloma przelotowymi otworami na chłodziwo w rowkach narzędzia. Zapewnia to efektywne chłodzenie i usprawnia odprowadzanie wiórów.
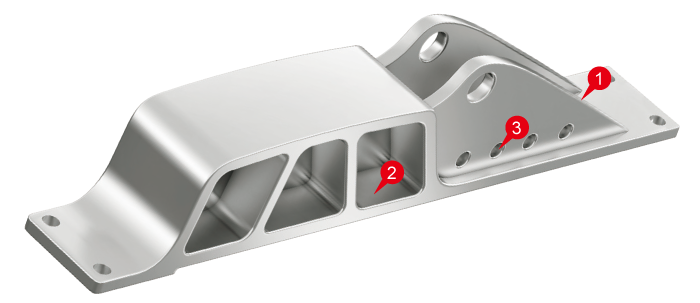
1. Frezowanie otworu interpolacją śrubową, frezowanie profilowe
Trudnoskrawalne stopy żaroodporne na bazie niklu, takie jak Inconel 718, miękną w temperaturach przekraczających 800°C. W tych temperaturach superstopy stają się łatwiejsze w obróbce, ponieważ ich wytrzymałość na rozciąganie jest zmniejszona. Dzięki zastosowaniu nowo opracowanej technologii powlekania bogatej w Al, powłoka (Al,Ti)N o wysokim współczynniku zawartości Al, uzyskano zwiększoną twardości. Oznacza to, że odporność na utlenianie jest znacznie poprawiona, co skutkuje doskonałą odpornością na zużycie.
2. Machining of upper surface resistance insert of protuberance
Podczas obróbki stopów na bazie niklu, które mają niską przewodność cieplną i są poddawane utwardzaniu przez zgniot, wymagana jest dobrze wyważona krawędź skrawająca i gatunki z doskonałym pokryciem. Seria APX znacznie wydłuża żywotność narzędzia dzięki zoptymalizowanej geometrii krawędzi skrawającej oraz bogatej dostępności gatunków płytek.
3. Wiercenie
Kluczem jest chłodzenie krawędzi skrawającej podczas wiercenia stopów na bazie niklu. Można znacznie wydłużyć żywotność narzędzia, stosując wiertło pełnowęglikowe, w którym zastosowano technologię chłodzenia wewnętrznego z doprowadzeniem chłodziwa pod wysokim ciśnieniem.
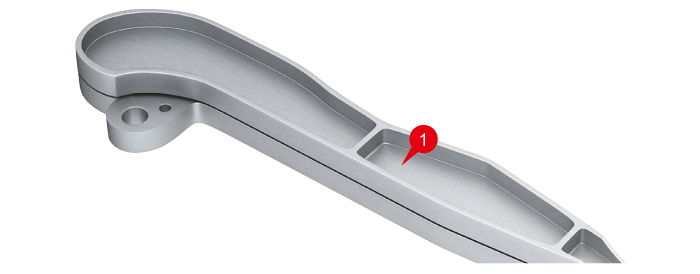
1. Finish Profile Milling
When machining Ni-based alloys which have low thermal conductivity and are subjected to work hardening, a well-balanced cutting edge and superior coating grade are required.
The latest SMART MIRACLE vibration control ball nose end mills have variable pitch geometry with newly designed radius cutting edges to reduce vibration.
Podczas obróbki stopów na bazie niklu, które mają niską przewodność cieplną i są poddawane utwardzaniu przez zgniot, wymagana jest dobrze wyważona krawędź skrawająca i doskonały gatunek powłoki. Frezy trzpieniowe SMART MIRACLE z czołem kulistym i kontrolą wibracji mają zmienną geometrię podziałki i nowo zaprojektowane krawędzie skrawające o promieniu, które redukują wibracje.


Seria frezów trzpieniowych do wysokowydajnej obróbki materiałów trudnoobrabialnych

Frezy trzpieniowe z kontrolą wibracji do obróbki materiałów trudnoobrabialnych

Frezy trzpieniowe z kontrolą wibracji do obróbki materiałów trudnoobrabialnych
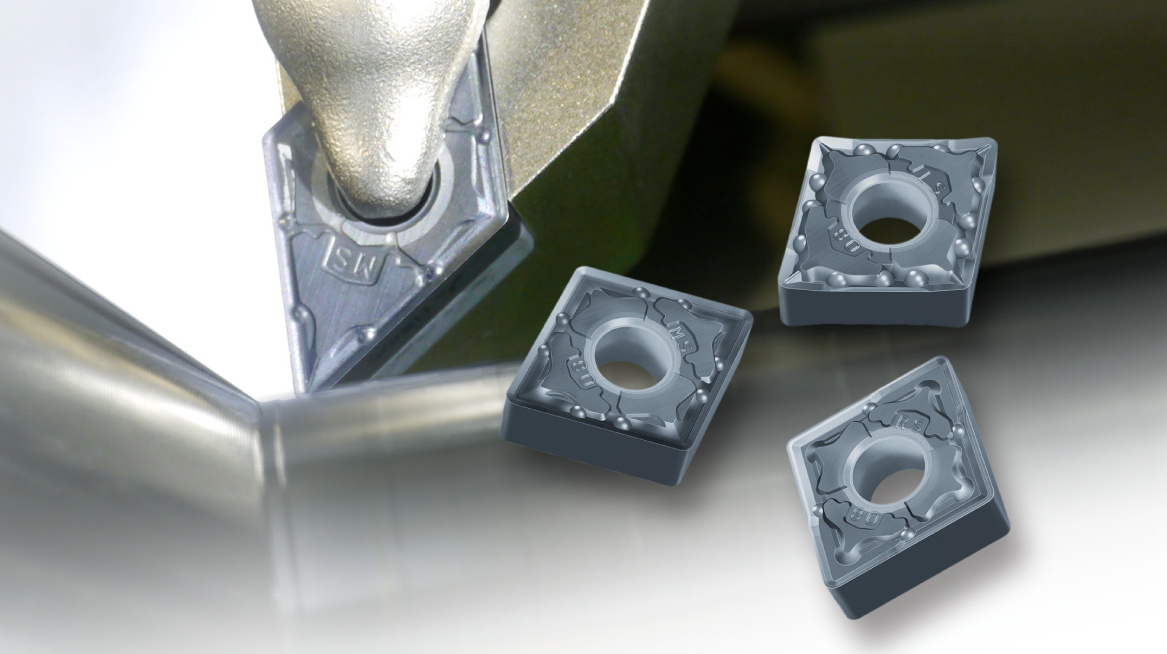
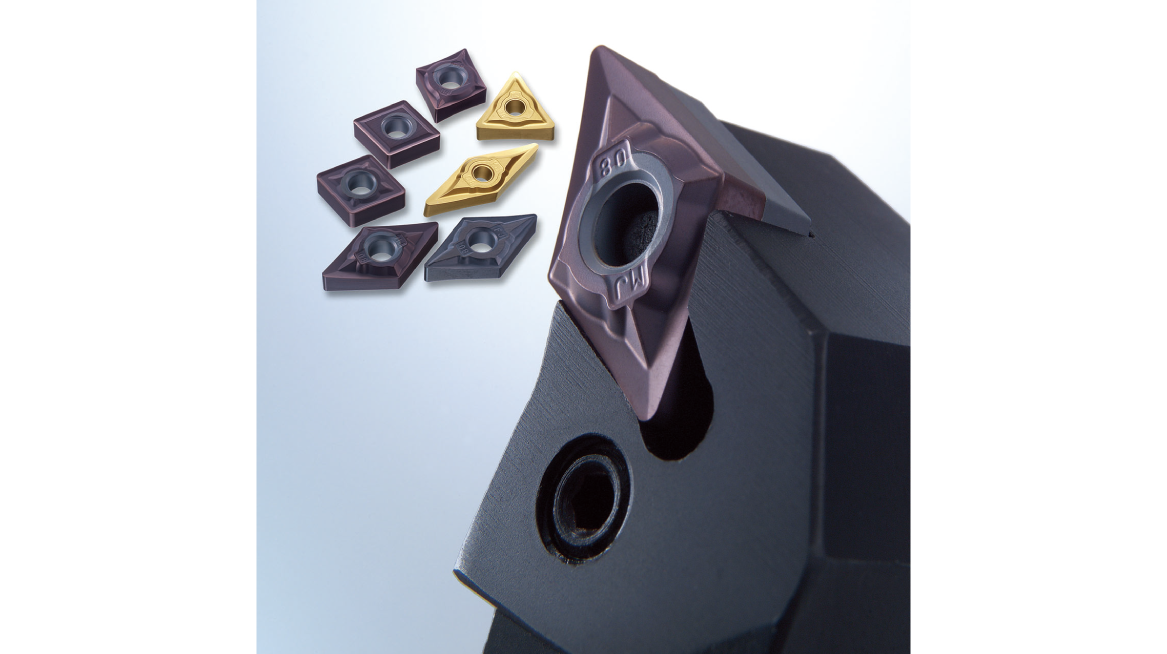
1. Toczenie zewnętrzne, czołowe i wewnętrzne.
Zgrubne szacunki trwałości narzędzia wynoszą 120 minut przy 80 m/min, 60 minut przy 120 m/min w przypadku obróbki wykańczającej stopu tytanu. Pierwszą rekomendacją są gatunki niepowlekane.

Wewnętrzny Uchwyt na Zacisk ze Smarowaniem
1. Toczenie zewnętrzne, czołowe i wewnętrzne
Podczas obróbki zgrubnej wałów silnika wykonanych ze stali maraging zaleca się stosowanie gatunków węglików spiekanych do twardych materiałów, takich jak VP05RT, a także stosowanie CBN.
1. Wiercenie
Wiertła węglikowe DSAS są pierwszą rekomendacją do zastosowań lotniczych i kosmicznych, które wymagają obróbki materiałów HRSA. Zostały one specjalnie opracowane, aby zapewnić niezawodność, stabilną obróbkę, jakość otworów i dokładność wymiarową. Można je również z powodzeniem stosować do wierceń elementów silników odrzutowych, turbin gazowych, rakiet, samolotów i pieców.
2. Wykończenie Frezowaniem Profilowym
Podczas obróbki profili stopu tytanu mogą wystąpić odpryski i nietypowe uszkodzenia krawędzi skrawającej, a także łatwo powstają wibracje. Skuteczne jest użycie narzędzia przeznaczonego do kontroli wibracji.
Najnowsze frezy palcowe SMART MIRACLE z czołem kulistym i kontrolą wibracji mają zmienną geometrię podziałki i nowo zaprojektowane krawędzie skrawające o promieniu, które redukują wibracje.
3. Frezowanie Zgrubne
Podczas obróbki zgrubnej stopów tytanu, w przypadku stosowania narzędzi o niskiej sztywności, łatwo dochodzi do odprysków i nietypowych uszkodzeń krawędzi skrawającej. Zaleca się stosowanie narzędzi o dużej sztywności i płytek o niskim oporze skrawania. Stabilna obróbka jest możliwa, ponieważ seria ASPX ma konstrukcję o dużej sztywności i zapewnia niski opór skrawania oraz kontrolę wibracji dzięki zastosowaniu technologii zmiennej podziałki.