














ESTRUCTURA DE AVION
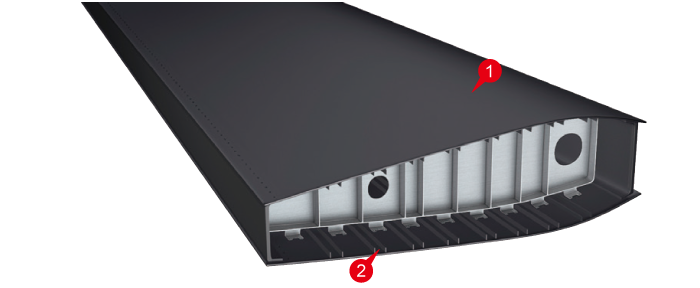
ALA CFRP
1. Barrenado
MCC Drill :Se utiliza un ángulo de punta de 90° para reducir el empuje al perforar, lo que evita la delaminación y también mejora la tolerancia del orificio.
MCA Drill :Se emplea un diseño de flauta único para evitar que las virutas de aluminio dañen el acabado de la sección de CFRP, reduciendo así la brecha en el tamaño del orificio entre la sección de aluminio y la de CFRP..
2. Cortado
La vida útil de la herramienta de corte suele ser extremadamente corta debido a la alta resistencia de la fibra de carbono; además, la delaminación y las rebabas se producen fácilmente durante el corte, por lo que es eficaz utilizar una herramienta que aplique un recubrimiento con alta resistencia al desgaste.
Las fresas DFC reducen las rebabas y la delaminación gracias a la tecnología de recubrimiento de diamante CVD en combinación con una geometría de herramienta optimizada, logrando así una larga vida útil de la herramienta y un mecanizado de alta calidad.
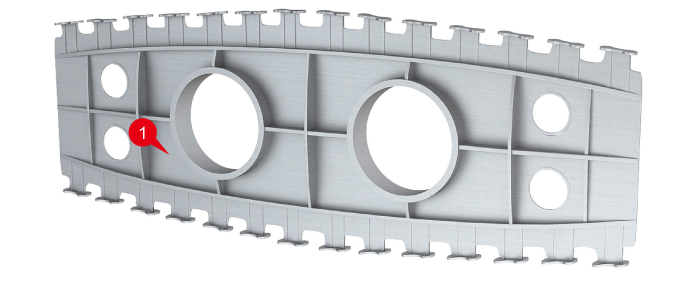
Costilla de ala
1. Planeado, Vaciado
Durante el maquinado de componentes tipo costilla se remueven grandes cantidades de material superior al 90%. Por lo tanto, se requiere alta eficiencia de maquinado y alta velocidad para reducir costos.
La serie AXD logra una baja resistencia de corte sin disminuir la resistencia del filo de corte debido al flanco helicoidal y ángulo de alivio optimizado.
Adicionalmente, el filo de corte convexo permite una buena evacuación de virutas, dando como resultado una alta velocidad y alta eficiencia de maquinado.
El uso del grado MP9120 es altamente efectivo en cortes de alta velocidad.
La serie ALIMASTER provee buena evacuación de virutas debido a la geometría transversal única de las flautas. Esto permite un maquinado de alta velocidad y alta eficiencia.
El End Mill serie iMX cabeza intercambiable para maquinado de aleaciones de aluminio previene la soldadura debido al ángulo de ataque grande y el acabado espejo para una eficiencia mejorada.
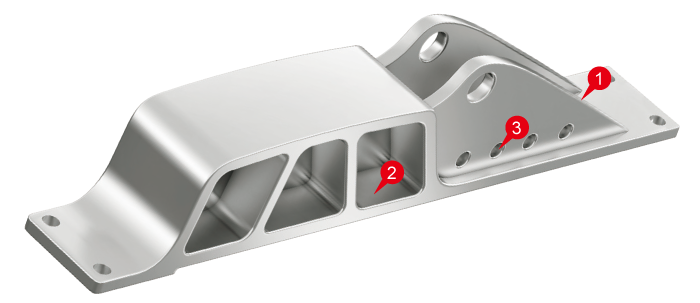
Bisagra
1. Escuadrado, Vaciado de Desbaste
Durante el maquinado de desbaste en aleaciones de titanio, el despostillamiento y el daño anormal en el filo de corte ocurre fácilmente si se utilizan herramientas con baja rigidez. Se recomienda utilizar herramientas con alta rigidez e insertos con baja resistencia de corte. Es posible un maquinado estable porque la serie VFX tiene un diseño de alta rigidez y baja resistencia de corte debido al filo de corte convexo curvo y la formación - V en la cara de sujeción.
2. Barrenado
Rendimiento en acero inoxidable endurecido por precipitación 15-5PH.
El daño anormal como despostillamiento y fractura en el filo de corte ocurre fácilmente debido a la alta resistencia del 15-5PH el cual es frecuentemente utilizado para componentes aeroespaciales. La broca MMS permite un maquinado estable debido a la excelente tecnología de recubrimiento junto con una geometría de herramienta optima.
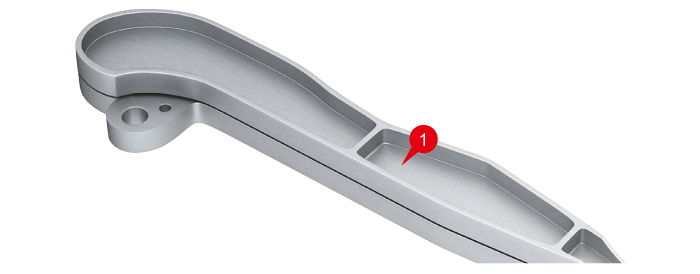
Pista de aleta
1. Escuadrado, Vaciado.
Existe una preocupación por el despostillado y la fractura durante el desbaste a alta velocidad porque la resistencia de corte varía en el proceso de generación de astillas en forma de dientes de sierra en el desbaste de aleaciones de titanio.
La combinación de la calidad MP9130 recientemente desarrollada con una excelente resistencia al desgaste debido a la multicapa del recubrimiento y el rompedor JL con baja resistencia al corte permite un desbaste estable a alta velocidad.
1. Escuadrado, Vaciado.
Serie ARP : cuando el maquinado en desbaste de aleaciones de titanio debido al tipo de virutas generadas, son comunes los problemas relacionados con el despostillado y la fractura. Los Insertos de la serie ARP están disponibles en 3 geometrías de rompedor y con la nueva calidad de herramienta MP9130. Esta combinación da como resultado un mecanizado estable al realizar aplicaciones de desbaste y acabado de aleaciones de titanio.
Serie Coolstar : cuando se mecanizan aleaciones de titanio debido al hecho de que la conductividad térmica es baja, el calor generado durante el mecanizado se localiza alrededor del filo de corte. Esto da como resultado problemas de soldadura y, como tal, es necesario evitar la generación de calor y eliminar eficazmente las virutas. La serie Coolstar está diseñada con múltiples orificios pasantes de refrigeración en las flautas de la herramienta. Esto asegura un enfriamiento efectivo y mejora la evacuación de virutas.
MOTOR
Carcasa de Combustión
1. Corte helicoidal, fresado de perfiles
Las aleaciones resistentes al calor a base de Ni son difíciles de cortar, como Inconel® 718, se ablandan a temperaturas superiores a 800ºC. A estas temperaturas, los materiales difíciles de cortar se vuelven más fáciles de maquinado porque se reducen sus resistencias a la tracción y al rodamiento.
Los fresados de mango de cerámica pueden funcionar eficazmente a estas altas temperaturas y autogenerar el calor necesario para ablandar el material mecanizado a través de velocidades y avances ultra altos.
2. Maquinado del inserto de resistencia de la superficie superior de la protuberancia.
Cuando se maquinado de aleaciones a base de Ni que tienen baja conductividad térmica y están sujetas a endurecimiento por trabajo, se requiere un borde de corte bien balanceado y un grado de recubrimiento superior.
La serie APX amplía enormemente la vida útil de la herramienta gracias a la geometría optimizada del filo de corte y el inserto de nueva calidad.
3. Barrenado
La clave es cómo enfriar un filo al taladrar aleaciones a base de Ni.
Es posible prolongar en gran medida la vida útil de la herramienta mediante el uso de una broca de carburo sólido que emplee la tecnología de enfriamiento a través de TRI-Cooling con un suministro de refrigerante a alta presión.
Blisk (àlabes)
1. Finish Profile Milling
When machining Ni-based alloys which have low thermal conductivity and are subjected to work hardening, well-balanced cutting edge and superior coating grade are required.
The latest SMART MIRACLE vibration control ball nose end mills have variable pitch geometry with newly designed radius-cutting-edges to reduce vibration.


1.End Mill Nariz de bola SMART MIRACLE para control de vibraciones
End Mills con control de vibración para maquinados de materiales difíciles de cortar.
1. Serie de End Mills SMART MIRACLE
End Mill con control de vibración para maquinado de materiales difíciles de cortar.
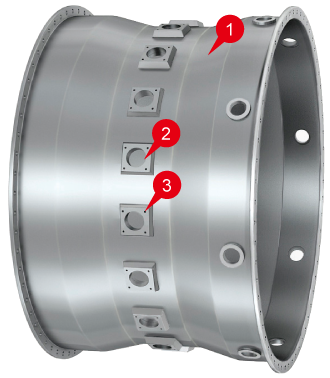
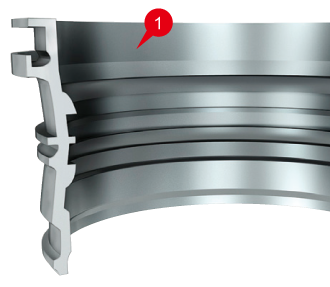
Carcasa del ventilador
1. Torneado exterior, frontal e interior
La estimación aproximada de la vida útil de la herramienta es de 120 minutos a 80 m/min, 60 minutos a 120 m/min, cuando se maquina el acabado de una aleación de titanio. Los grados sin recubrimiento son la primera recomendación.

1. Portaherramienta JT
Portaherramienta con lubricante interna.
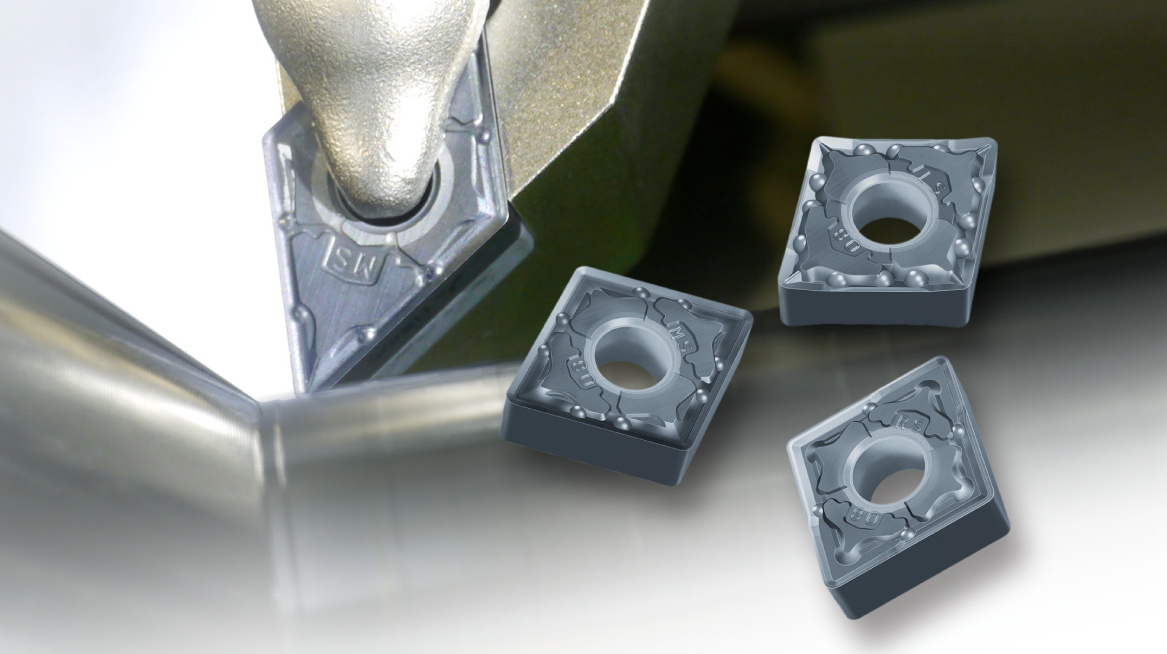
1. LS/MS/RS MP/MT9000
serie de insertos ISO para torneado de materiales difíciles de cortar.
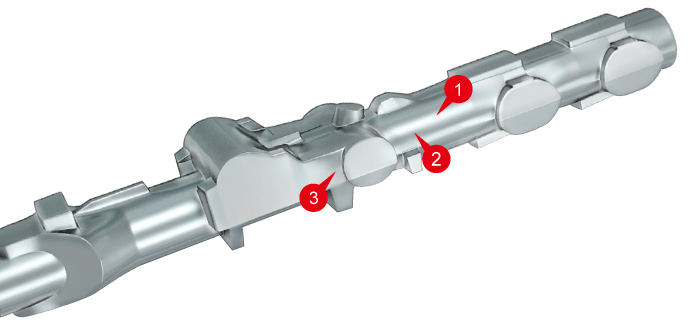
EJE
1. Torneado exterior, frontal e interior
Cuando se realiza el desbaste de ejes de motor de acero martensítico, se recomienda el uso de grados para materiales duros como VP05RT mediante el uso de CBN.
2. FJ/MS/GJ VP05RT/ VP10RT
Rompevirutas especiales para materiales difíciles de cortar.
TREN DE ATERRIZAJE
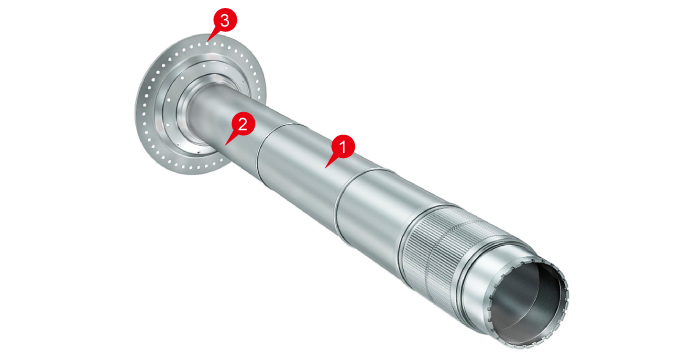
Shaft
1. Barrenado
La adhesión y concentración de calor en el filo de corte ocurre fácilmente durante el barrenado de aleaciones de titanio debido a la baja conductividad térmica. Por ello es importante remover el calor del filo de corte eficientemente y evacuar suavemente la viruta. La broca MNS provee excelente rendimiento de refrigeración y evacuación de virutas debido a la utilización de barrenos de refrigeración interna únicos y empleando una forma de ranura óptima, logrando así un maquinado estable incluso cuando se están barrenando aleaciones de titanio.
2. Fresado para Acabado de Perfil
Cuando se realiza el maquinado de perfiles en aleaciones de titanio, el despostillamiento y el daño anormal del filo de corte puede ocurrir y la vibración es fácilmente generada.
El uso de una herramienta diseñada para control de vibración es efectivo.
El reciente end mill esférico con control de vibración SMART MIRACLE tiene geometría de paso variable con un nuevo diseño de radio de filo de corte que reduce la vibración.
3. Fresado de Desbaste
Durante el maquinado de desbaste en aleaciones de titanio, el despostillamiento y el daño anormal en el filo de corte ocurre fácilmente si se utilizan herramientas con baja rigidez. Se recomienda utilizar herramientas con alta rigidez e insertos con baja resistencia de corte. Es posible un maquinado estable porque la serie VFX tiene un diseño de alta rigidez, además de una baja resistencia de corte debida al filo de corte convexo curvo y la formación - V en la cara de sujeción.

1. Broca MNS
Broca de carburo sólido para maquinado de alta eficiencia de aleaciones de aluminio.
2. End Mill Nariz de bola SMART MIRACLE para control de vibraciones
End mills con control de vibración para maquinado de materiales difíciles de cortar.
DESCARGA DE CONTENIDOS

 Japón
Japón Estados Unidos
Estados Unidos México
México Brasil
Brasil EU
EU Reino Unido
Reino Unido Alemania
Alemania España
España Francia
Francia Italia
Italia Polonia
Polonia Turquía
Turquía Chequia
Chequia China
China South East Asia, Oceania, South Africa
South East Asia, Oceania, South Africa India
India