
 Japon
Japon États-Unis
États-Unis Mexique
Mexique Brésil
Brésil EU
EU Royaume-Uni
Royaume-Uni Allemagne
Allemagne Espagne
Espagne France
France Italie
Italie Pologne
Pologne Turquie
Turquie Tchéquie
Tchéquie Chine
Chine South East Asia, Oceania, South Africa
South East Asia, Oceania, South Africa Inde
Inde![]() Pour les aciers
Pour les aciers
![]() Pour les aciers inoxydables
Pour les aciers inoxydables
![]() Pour la fonte
Pour la fonte
![]() Pour les matières non-ferreuses
Pour les matières non-ferreuses
![]() Pour titane et réfractaires
Pour titane et réfractaires
![]() Pour les mayières traitées
Pour les mayières traitées
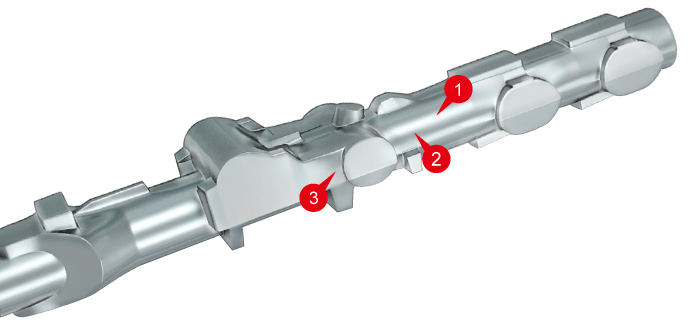
1. Perçage
Foret MCC : Un angle de pointe de 90° est utilisé pour réduire la poussée lors du perçage, ce qui évite la délamination et améliore également la tolérance du trou.
Foret MCA : Une conception unique de la goujure est utilisée pour empêcher les copeaux d'aluminium d'endommager la finition de la section CFRP, ce qui réduit l'écart de taille du trou entre l'aluminium et la section CFRP.
2. Découpage
La durée de vie des outils de coupe est généralement très courte en raison de la résistance élevée de la fibre de carbone. En outre, la délamination et l'ébarbage se produisent facilement pendant la coupe, il est donc efficace d'utiliser un outil qui applique un revêtement à haute résistance à l'usure.
Les fraises DFC réduisent les bavures et la délamination grâce à une technologie de revêtement diamanté CVD combinée à une géométrie d'outil optimisée, ce qui permet d'obtenir une longue durée de vie de l'outil et un usinage de haute qualité.
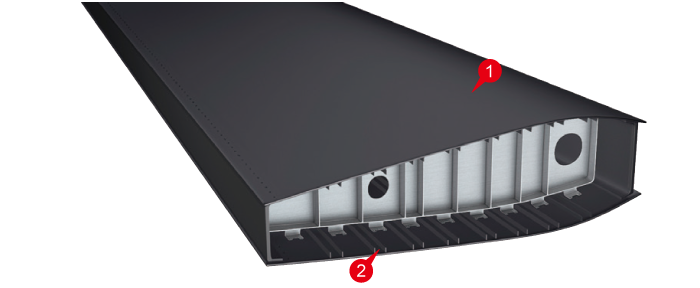
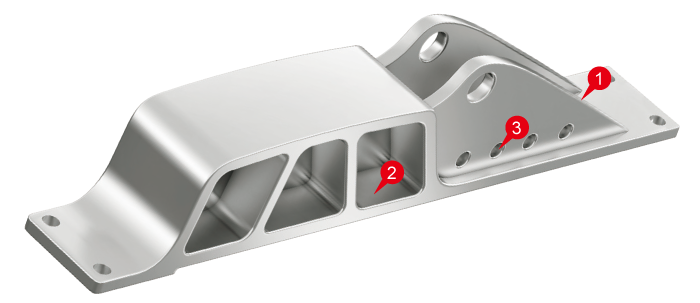
1. Fraisage de face, fraisage de poche
Le fraisage des composants de type nervuré implique l'enlèvement de grandes quantités de matière, plus de 90 %. Un usinage efficace à grande vitesse est donc nécessaire pour réduire les coûts.
La série AXD permet d'obtenir une faible résistance à la coupe sans réduire la résistance de l'arête de la plaquette grâce à un flanc hélicoïdal et à l'optimisation de l'angle de dépouille.
En outre, l'arête de coupe convexe permet un bon enlèvement des copeaux, ce qui se traduit par un usinage à grande vitesse et à haut rendement.
L'utilisation de la nuance MP9120 est très efficace pour la coupe à très grande vitesse.
La série ALIMASTER permet un bon enlèvement des copeaux grâce à la forme unique de la section transversale de la géométrie de la goujure. Cela permet un usinage à grande vitesse et à haut rendement.
La tête des fraises à tête interchangeable iMX pour l'usinage de l'alliage d'aluminium empêche le soudage grâce à l'angle de coupe important et au traitement miroir qui améliore l'efficacité.
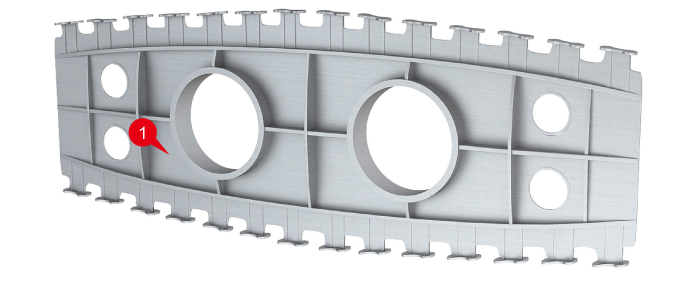
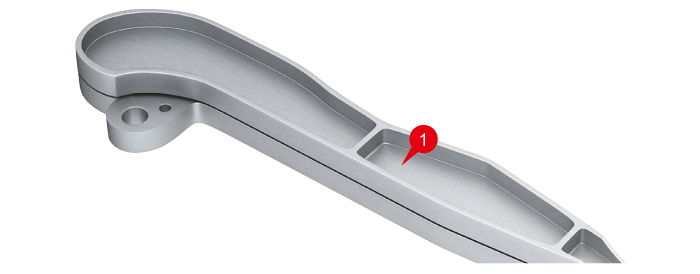
1. Fraisage latéral, fraisage de poche brut
Lors de l'usinage d'ébauche de l'alliage de titane, l'écaillage et les dommages anormaux de l'arête de coupe se produisent facilement si l'on utilise des outils à faible rigidité. Il est recommandé d'utiliser des outils à haute rigidité et des plaquettes à faible résistance à la coupe. L'usinage stable est possible car la série ASPX a une conception à haute rigidité et offre une faible résistance de coupe et un contrôle des vibrations grâce à la technologie du pas variable.
2. Perçage
Performance de perçage dans l'acier inoxydable 15-5PH à durcissement par précipitation.
Les dommages anormaux tels que l'écaillage et la fracture de l'arête de coupe se produisent facilement en raison de la haute résistance de l'acier inoxydable 15-5PH qui est souvent utilisé pour les composants aéronautiques. La série de forets MMS permet un usinage stable grâce à une excellente technologie de revêtement combinée à une géométrie d'outil optimisée.
1. Fraisage de face, fraisage latéral
Le risque d'écaillage et de fracture lors de l'ébauche à grande vitesse est préoccupant car la résistance à la coupe varie au cours du processus de génération des copeaux en dents de scie lors de l'ébauche de l'alliage de titane.
La combinaison de la nouvelle nuance MP9130, qui présente une excellente résistance à l'usure grâce au revêtement multicouche, et du brise-copeaux JL, qui présente une faible résistance à la coupe, permet une ébauche stable à grande vitesse.
1. Fraisage latéral, fraisage de poche
Série ARP : Lors de l'usinage d'ébauche des alliages de titane, en raison du type de copeaux générés, les problèmes liés à l'écaillage et à la fracturation sont fréquents. Les plaquettes de la série ARP sont disponibles dans 3 géométries de fractures différentes et avec la nouvelle nuance d'outil MP9130. Cette combinaison permet d'obtenir un usinage stable lors de l'ébauche et de la finition des alliages de titane.
Série Coolstar : Lors de l'usinage des alliages de titane, en raison de la faible conductivité thermique, la chaleur générée pendant l'usinage se localise autour de l'arête de coupe. Cela entraîne des problèmes de soudage des copeaux et il est donc nécessaire d'empêcher la génération de chaleur et d'éliminer efficacement les copeaux. La série Coolstar est conçue avec plusieurs trous d'arrosage traversants dans les goujures de l'outil. Cela garantit un refroidissement efficace et améliore l'évacuation des copeaux.

Réduction des coûts grâce à un usinage grande avance pour une grande gamme d'applications

Série de fraises avec arrosage multiple dans les goujures pour l’usinage à rendement élevé des matières difficiles
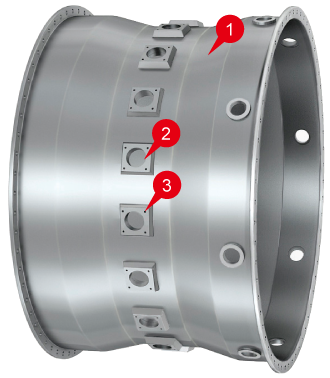
1. Coupe hélicoïdale, fraisage de profil
Les alliages résistants à la chaleur à base de nickel, difficiles à découper, tels que l'Inconel 718, se ramollissent à des températures supérieures à 800 ºC. À ces températures, les superalliages deviennent plus faciles à usiner car leur résistance à la charge et à la traction est réduite
L'adoption d'une nouvelle technologie de revêtement riche en Al, un revêtement (Al,Ti)N avec un ratio élevé de teneur en Al pour une dureté extrême signifie que la résistance à l'oxydation est grandement améliorée, ce qui se traduit par une excellente résistance à l'usure.
2. Usinage de l'insert de résistance de la surface supérieure de la protubérance
Lors de l'usinage d'alliages à base de Ni qui ont une faible conductivité thermique et sont soumis à un durcissement par écrouissage, des arêtes de coupe bien équilibrées et des revêtements de qualité supérieure sont nécessaires.
La série APX prolonge considérablement la durée de vie de l'outil grâce à une géométrie optimisée de l'arête de coupe et à une nouvelle nuance de plaquette.
3. Perçage
La clé est de savoir comment refroidir l'arête de coupe lors du perçage des alliages à base de nickel.
Il est possible de prolonger considérablement la durée de vie de l'outil en utilisant un foret en carbure monobloc qui fait appel à la technologie du liquide de refroidissement traversant avec une alimentation en liquide de refroidissement à haute pression.

Nouveau revêtement cvd qui repousse les limites de performance dans les superalliages

Augmentez les performances d'usinage avec une fraise à plaquettes tangentielles robustes
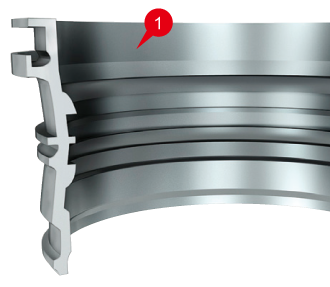
1. Fraisage de profils de finition
Lors de l'usinage d'alliages à base de nickel qui ont une faible conductivité thermique et sont soumis à un écrouissage, une arête de coupe bien équilibrée et une qualité de revêtement supérieure sont nécessaires.
Les dernières fraises à nez sphérique SMART MIRACLE à contrôle des vibrations ont une géométrie de pas variable avec des arêtes de coupe à rayon nouvellement conçues pour réduire les vibrations.

Série de fraises avec arrosage multiple dans les goujures pour l’usinage à rendement élevé des matières difficiles

Des performances révolutionnaires pour les inox, titanes et réfractaires

Vibration control end mills for machining difficult-to-cut materials
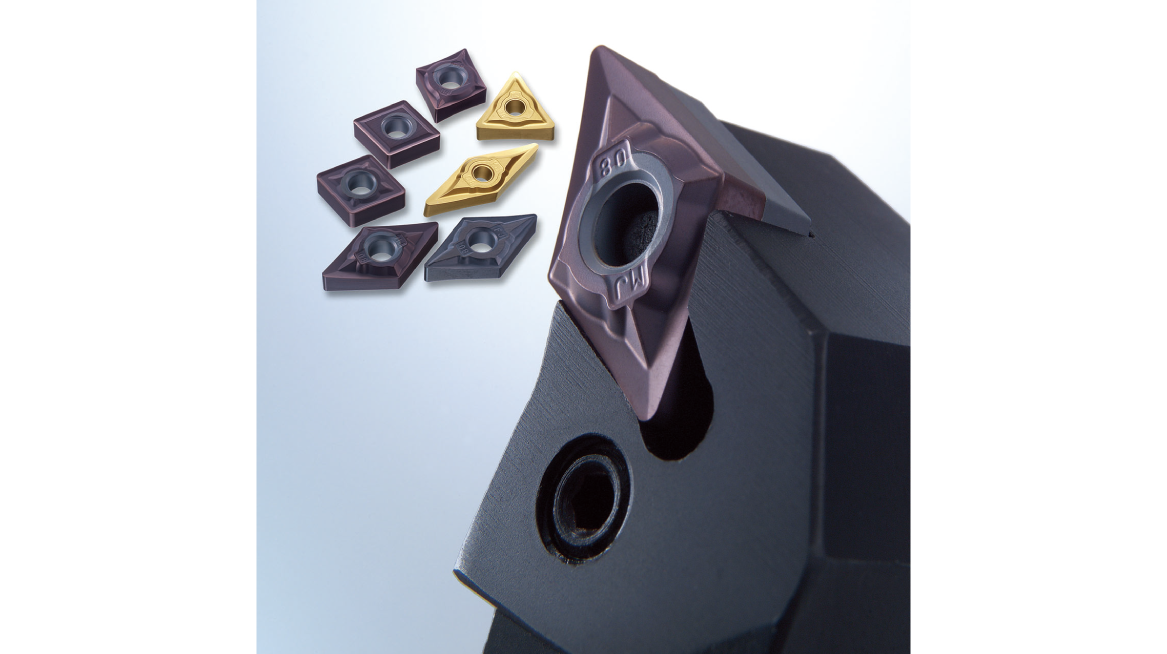
1. Tournage extérieur, frontal et intérieur
L'estimation approximative de la durée de vie de l'outil est de 120 minutes à 80m/min, 60 minutes à 120m/min, lors de l'usinage de finition de l'alliage de titane. Les nuances non revêtues sont la première recommandation.

Porte outil de tournage à lubrification interne
Plaquettes de tournage iso pour le tournage de titane et réfractaires
1. Tournage extérieur, frontal et intérieur
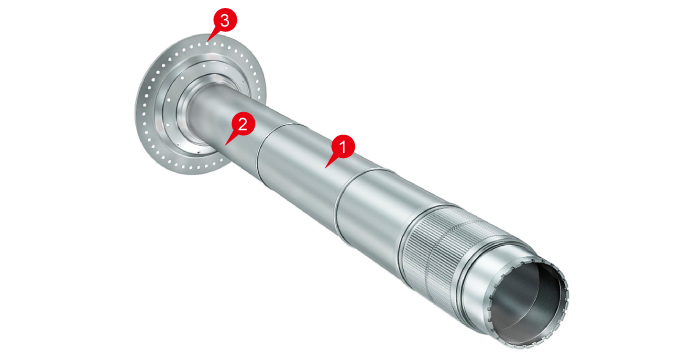
Lors de l'usinage d'ébauche d'arbres de moteur en acier maraging, il est recommandé d'utiliser des nuances de carbure pour matériaux durs, telles que VP05RT, ainsi que le CBN.
1. Perçage
Les forets en carbure DSAS sont la première recommandation pour les applications aérospatiales qui nécessitent l'usinage de matériaux HRSA. Ils ont été spécialement développés pour assurer la fiabilité, la stabilité de l'usinage, la qualité du trou et la précision dimensionnelle. Ils peuvent également être utilisés avec succès pour le perçage de composants de moteurs à réaction, de turbines à gaz, de fusées, d'avions et de fours.
2. Fraisage de profil de finition
Lors de l'usinage de profil de l'alliage de titane, des ébréchures et des dommages anormaux de l'arête de coupe peuvent se produire et des vibrations sont facilement générées.
L'utilisation d'un outil conçu pour le contrôle des vibrations est efficace.
Les dernières fraises à nez sphérique SMART MIRACLE à contrôle des vibrations ont une géométrie de pas variable avec des arêtes de coupe à rayon nouvellement conçues pour réduire les vibrations.
3. Fraisage d'ébauche
Lors de l'usinage d'ébauche de l'alliage de titane, l'écaillage et les dommages anormaux de l'arête de coupe se produisent facilement si l'on utilise des outils à faible rigidité. Il est recommandé d'utiliser des outils à haute rigidité et des plaquettes à faible résistance à la coupe. Un usinage stable est possible parce que la série ASPX a une conception à haute rigidité et offre une faible résistance de coupe et un contrôle des vibrations grâce à la technologie du pas variable.