
 Japan
Japan United States
United States Mexico
Mexico Brazil
Brazil EU
EU United Kingdom
United Kingdom Germany
Germany Spain
Spain France
France Italy
Italy Poland
Poland Turkey
Turkey Czechia
Czechia China
China South East Asia, Oceania, South Africa
South East Asia, Oceania, South Africa India
India![]() For steels
For steels
![]() For stainless steels
For stainless steels
![]() For cast iron
For cast iron
![]() For non-ferrous metal
For non-ferrous metal
![]() For difficult to cut material
For difficult to cut material
![]() For hardened material
For hardened material
1. Drilling
MCC Drill : A 90° point angle is used to reduce thrust when drilling, this prevents delamination and also improves hole tolerance.
MCA Drill : A unique flute design is employed to prevent the aluminium chips from damaging the finish of the CFRP section thus reducing the gap in hole size between the aluminium and CFRP section.
2. Trimming
Cutting tool life is usually extremely short because of the high strength of carbon fibre, additionally delamination and burring easily occurs during cutting, thus it is effective to use a tool that applies coating with high wear resistance.
The DFC endmills reduce burrs and delamination due to a CVD diamond coating technology in combination with an optimized tool geometry, thereby achieving a long tool life and high-quality machining.
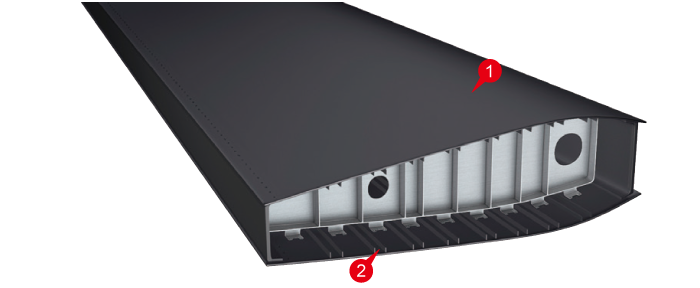
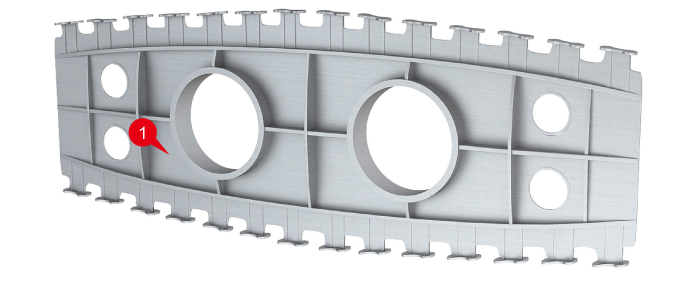
1. Face Milling, Pocket Milling
Milling of rib type components involves removing large volumes of material, over 90%. Thus, high efficient machining at high speed is required to reduce cost.
The AXD series achieves low cutting resistance without lowering the insert edge strength due to a helical flank and optimized of the relief angle.
Additionally, the convex cutting edge allows good chip removal, resulting in high speed and high efficiency machining.
Use of MP9120 grade is highly effective in super-high-speed cutting.
The ALIMASTER series achieves good chip removal due to the unique cross-sectional shape of the flute geometry. This enables high speed and high efficiency machining.
The head of exchangeable head end mills iMX for machining of aluminium alloy prevents welding due to the large rake angle and the mirror treatment for improved efficiency.
1. Side Milling, Rough Pocket Milling
When rough machining titanium alloy, chipping and abnormal damage of the cutting edge easily occurs if low rigidity tools are used. Using high rigidity tools and low cutting resistance inserts are recommended. Stable machining is possible because the ASPX series has a high rigidity design and provides low cutting resistance and vibration control by using variable pitch technology.
2. Drilling
Drilling performance in 15-5PH precipitation hardening stainless steel.
Abnormal damage such as chipping and fracture on the cutting edge occurs easily because of the high strength of 15-5PH which is often used for an aircraft component. The MMS drill series enables stable machining due to an excellent coating technology in combination with an optimized tool geometry.
1. Face Milling, Side Milling
There is a concern about chipping and fracture during high speed roughing because cutting resistance varies in the process of generating the saw-toothed chips when roughing of titanium alloy.
The combination of newly developed MP9130 grade with excellent wear resistance due to multi-layering of the coating and the JL breaker with a low cutting resistance enables stable, high speed roughing.
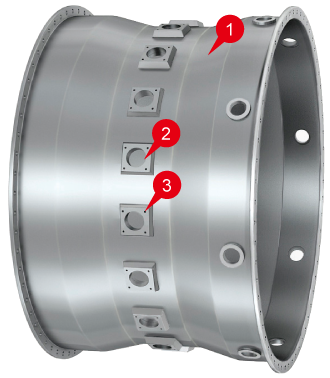
1. Side Milling, Pocket Milling
ARP Series : When rough machining titanium alloys due to the type of chips generated, problems relating to chipping and fracturing are common. The ARP series inserts are available in 3 different breaker geometries and with the new MP9130 tool grade. This combination results in stable machining when carrying out rough and finishing machining of titanium alloys.
Coolstar Series : When machining titanium alloys due to the fact that the thermal conductivity is low, heat generated during machining localizes around the cutting edge. This results in chip welding problems and is therefore necessary to prevent heat generation and to remove chips effectively. The Coolstar series is designed with multiple through coolant holes in the flutes of the tool. This ensures effective cooling and improves chip evacuation.
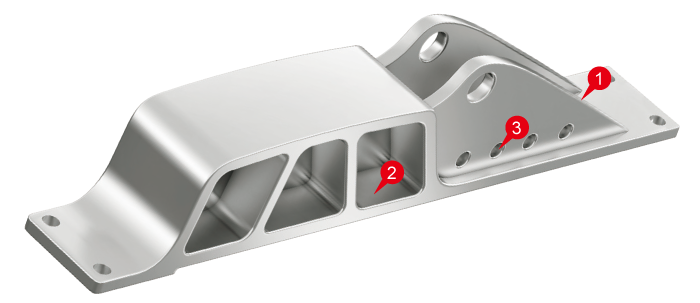
1. Helical Cutting, Profile Milling
Ni based difficult-to-cut heat resistant alloys such as Inconel 718 soften at temperatures exceeding 800ºC. At these temperatures, super alloys become easier to machine because their load bearing and tensile strengths are reduced
By adopting a newly developed Al-Rich coating technology, an (Al,Ti)N coating with a high Al content ratio for extreme hardness means that oxidation resistance is greatly improved, resulting in excellent wear resistance.
2. Machining of upper surface resistance insert of protuberance
When machining Ni-based alloys which have low thermal conductivity and are subjected to work hardening, well-balanced cutting edge and superior coated grades are required.
APX series extends tool life greatly due to optimized cutting edge geometry and a new grade insert.
3. Drilling
The key is how to cool the cutting edge when drilling Ni-based alloys.
It is possible to extend tool life greatly by using a solid carbide drill that employs through coolant technology with a high-pressure coolant supply.
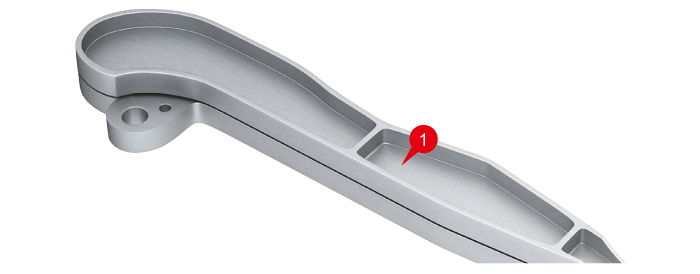
1. Finish Profile Milling
When machining Ni-based alloys which have low thermal conductivity and are subjected to work hardening, a well-balanced cutting edge and superior coating grade are required.
The latest SMART MIRACLE vibration control ball nose end mills have variable pitch geometry with newly designed radius cutting edges to reduce vibration.


Vibration control end mills for machining difficult-to-cut materials

Vibration control end mills for machining difficult-to-cut materials
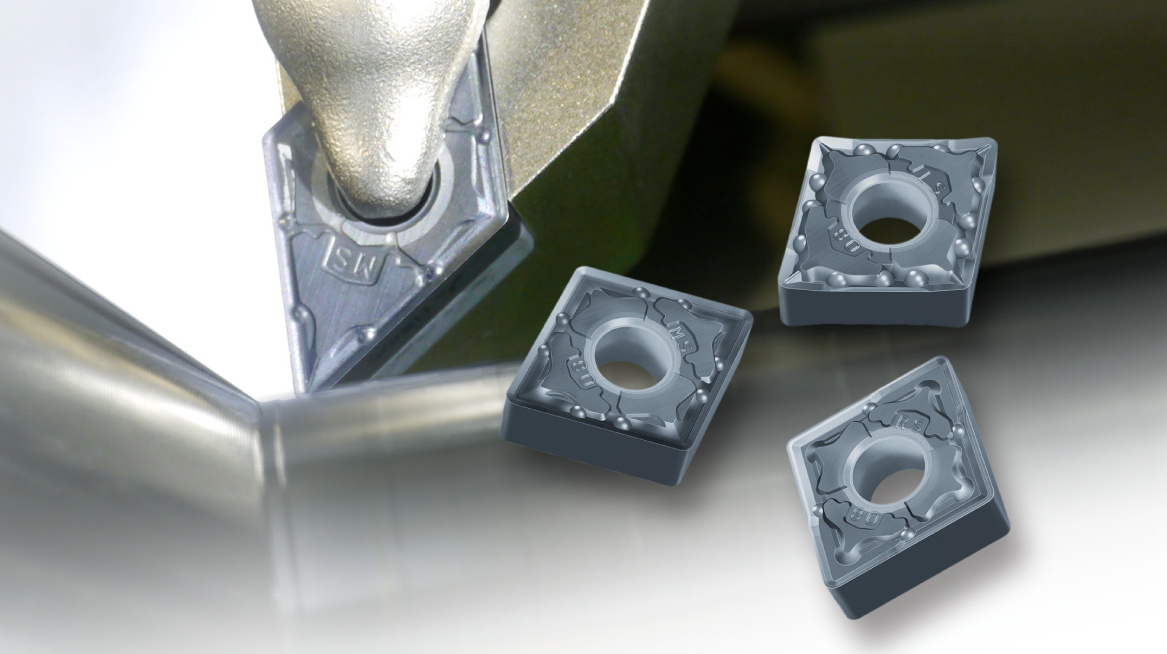
1. External, Face and Internal Turning
Rough estimate of the tool life is 120 minutes at 80m/min, 60 minutes at 120m/min, when finish-machining titanium-alloy. Non-coated grades are the first recommendation.

Internal Lubrication Bite Holder
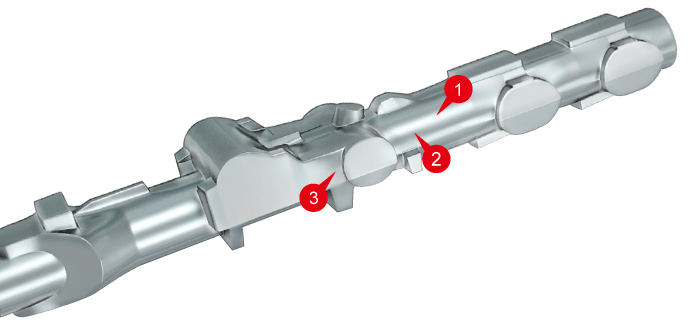
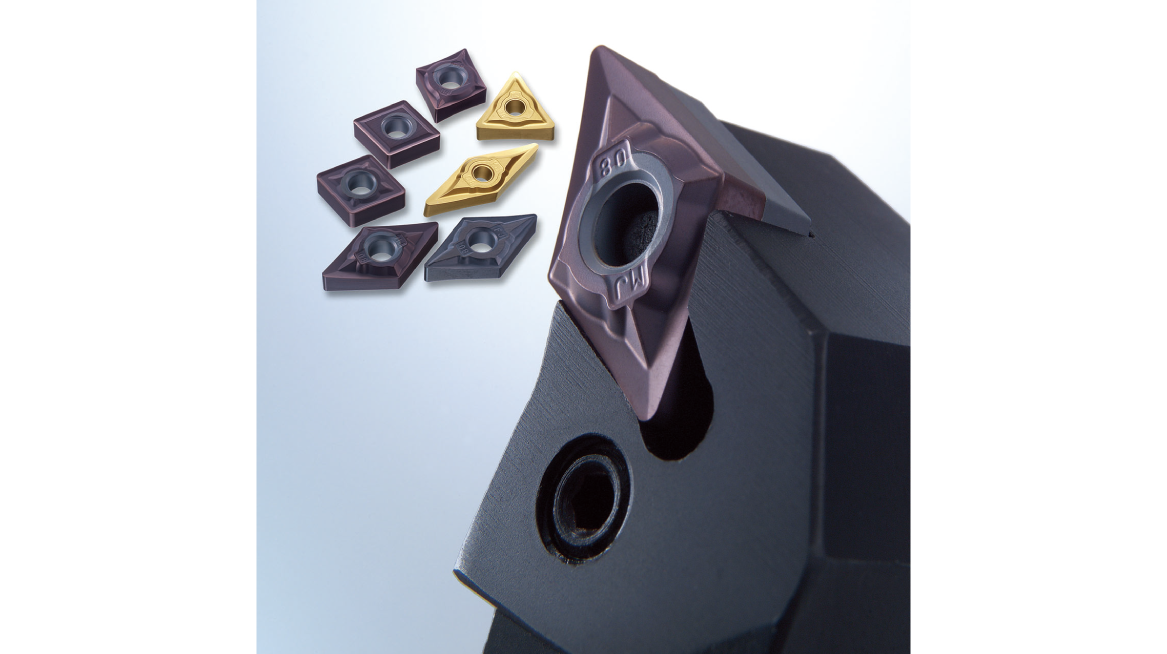
1. External, Face and Internal Turning
When rough machining engine shafts made from maraging steel, the use of carbide grades for hard materials such as VP05RT and also the use of the CBN is recommended.
1. Drilling
DSAS carbide drills are the first recommendation for aerospace applications that require the machining of HRSA materials. They have been especially developed to provide reliability, stable processing, hole quality and dimensional accuracy. They can also be used successfully for drilling jet engine, gas turbine, rocket, aircraft and furnace components.
2. Finish Profile Milling
When profile machining titanium alloy, chipping and abnormal damage of the cutting edge can occur and vibration is easily generated.
Use of a tool which is designed for vibration control is effective.
The latest SMART MIRACLE vibration control ball nose end mills have variable pitch geometry with newly designed radius-cutting-edges to reduce vibration.
3. Rough Milling
When rough machining titanium alloy, chipping and abnormal damage of the cutting edge easily occurs if low rigidity tools are used. Using high rigidity tools and low cutting resistance inserts are recommended. Stable machining is possible because the ASPX series has a high rigidity design and provides low cutting resistance and vibration control by using variable pitch technology.