













 Japón
Japón Estados Unidos
Estados Unidos México
México Brasil
Brasil EU
EU Reino Unido
Reino Unido Alemania
Alemania España
España Francia
Francia Italia
Italia Polonia
Polonia Turquía
Turquía Chequia
Chequia China
China South East Asia, Oceania, South Africa
South East Asia, Oceania, South Africa India
India![]() Para aceros
Para aceros
![]() Para aceros inoxidables
Para aceros inoxidables
![]() Para fundición
Para fundición
![]() Para metales no ferrosos
Para metales no ferrosos
![]() Para materiales difíciles de cortar
Para materiales difíciles de cortar
![]() Para materiales endurecidos
Para materiales endurecidos
1.Taladrado
Broca MMC: Se utiliza un ángulo de punta de 90° para reducir el esfuerzo de empuje al taladrar, lo que evita la delaminación y también mejora la tolerancia del agujero.
Broca MCA: Se emplea un diseño de ranura exclusivo para evitar que las virutas de aluminio dañen el acabado de la pieza de CFRP, reduciendo así la diferencia de tamaño del agujero entre la pieza de aluminio y la de CFRP.
2. Recorte
La vida útil de la herramienta de corte suele ser extremadamente corta debido a la alta resistencia de la fibra de carbono, además se producen fácilmente delaminaciones y rebabas durante el mecanizado, por lo que resulta eficaz utilizar una herramienta que tenga un recubrimiento de alta resistencia al desgaste.
Las fresas DFC reducen las rebabas y la delaminación gracias a una tecnología de recubrimiento de diamante CVD en combinación con una geometría de herramienta optimizada, consiguiendo así una larga vida útil de la herramienta y un mecanizado de alta calidad.
1. Planeado, fresado de cajeras
El mecanizado de elementos estructurales implica la eliminación de más del 90% del volumen inicial. Por lo tanto, se requiere un mecanizado altamente eficiente a alta velocidad para reducir costes.
La gama AXD consigue una baja resistencia al corte sin comprometer la resistencia del filo de la placa gracias a un flanco helicoidal y a la optimización del ángulo de desahogo. Además, el filo de corte convexo permite una buena evacuación de virutas, lo que se traduce en un mecanizado de alta velocidad y eficiencia.
El uso de la calidad MP9120 es altamente efectivo en el mecanizado de alta velocidad.
La gama ALIMASTER logra una buena evacuación de virutas debido a su geometría única de la sección transversal de su filo corte. Esto permite un mecanizado de alta velocidad y eficiencia.
Las fresas de cabeza intercambiables iMX para el mecanizado de aleaciones de aluminio evita la adhesión gracias a su ángulo de desprendimiento y al tratamiento de pulido para mejorar la eficiencia.
1.Fresado lateral, desbaste de cajeras
Cuando se desbasta una aleación de titanio, es fácil que se produzcan micro roturas y daños anormales en el filo de corte si se utilizan herramientas de baja rigidez. Se recomienda utilizar herramientas de alta rigidez y placas que generen una baja resistencia al corte. El mecanizado estable es posible porque la gama VFX tiene un diseño de alta rigidez y la resistencia al corte es menor debido al filo de corte de curva convexa y la formación en V de la cara de sujeción.
2. Taladrado
Rendimiento de taladrado en acero inoxidable de endurecimiento por precipitación 15-5PH.
Los daños anormales como las micro roturas en el filo de corte se producen con facilidad debido a la alta resistencia del 15-5PH, que se utiliza a menudo para componentes aeronáuticos. La gama de brocas MMS permite un mecanizado estable gracias a una excelente tecnología de recubrimiento en combinación con una geometría de herramienta optimizada.
1. Planeado, fresado lateral
Existe preocupación por las roturas durante el desbaste a alta velocidad debido a que la resistencia al corte varía en el proceso de formación de viruta con dientes de sierra en el desbaste de aleaciones de titanio.
La combinación de la nueva calidad MP9130, con una excelente resistencia al desgaste gracias al recubrimiento multicapa, y el rompe virutas JL, con una baja resistencia al corte, permite un desbaste estable a alta velocidad.
1.Fresado lateral, fresado de cavidades
Gama ARP: En el desbaste de aleaciones de titanio, debido al tipo de viruta generada, son frecuentes los problemas de roturas. Las placas de la gama ARP están disponibles en 3 geometrías de rompe virutas y con la nueva calidad MP9130. Esta combinación da como resultado un mecanizado estable al realizar aplicaciones de desbaste y acabado de aleaciones de titanio.
Gama Coolstar: Cuando se mecanizan aleaciones de titanio, debido a que la conductividad térmica es baja, la temperatura generada durante el mecanizado se localiza alrededor del filo de corte. Esto da lugar a problemas de adhesión, por lo que es necesario evitar la acumulación de temperatura y eliminar las virutas de forma eficaz. La gama Coolstar está diseñada con múltiples agujeros localizados en los filosde la herramienta. Esto garantiza una refrigeración eficaz y mejora la evacuación de la viruta.
1. Corte helicoidal, fresado de perfiles
Las aleaciones resistentes al calor con base de Ni difíciles de cortar, como el Inconel 718, se ablandan a temperaturas superiores a 800ºC. A estas temperaturas, los materiales difíciles de cortar se vuelven más fáciles de mecanizar porque disminuyen sus resistencias a la deformación y a la tracción.
Las fresas cerámicas pueden trabajar eficazmente a estas altas temperaturas y autogenerar la temperatura necesaria para reblandecer el material mecanizado mediante avances y velocidades muy elevadas.
2. Mecanizado exterior con herramientas de placas intercambiables
Cuando se mecanizan aleaciones con base de Ni que tienen baja conductividad térmica y están sometidas a endurecimiento por deformación, se requiere un filo de corte bien equilibrado y una calidad de recubrimiento superior.
La gama APX prolonga enormemente la vida útil de la herramienta gracias a la geometría optimizada del filo de corte y a la nueva calidad de la placa.
3. Taladrado
La clave está en cómo refrigerar el filo de corte al taladrar aleaciones con base de Ni.
Es posible alargar enormemente la vida útil de la herramienta utilizando una broca de metal duro que emplee la tecnología TRI-Cooling con refrigerante a alta presión.
1. Fresado de perfiles de acabado
Cuando se mecanizan aleaciones con base de Ni que tienen baja conductividad térmica y están sometidas a endurecimiento por superficie, se requiere un filo de corte bien equilibrado y un recubrimiento de calidad superior.
Las últimas fresas de punta esférica con control de vibraciones SMART MIRACLE tienen geometría de paso variable con filos de corte de radio de nuevo diseño para reducir las vibraciones.


Gama de fresas para el mecanizado de alta eficacia de materiales difíciles de cortar

Fresas integrales con control de las vibraciones para el mecanizado de materiales difíciles de cortar

Fresas integrales con control de las vibraciones para el mecanizado de materiales difíciles de cortar
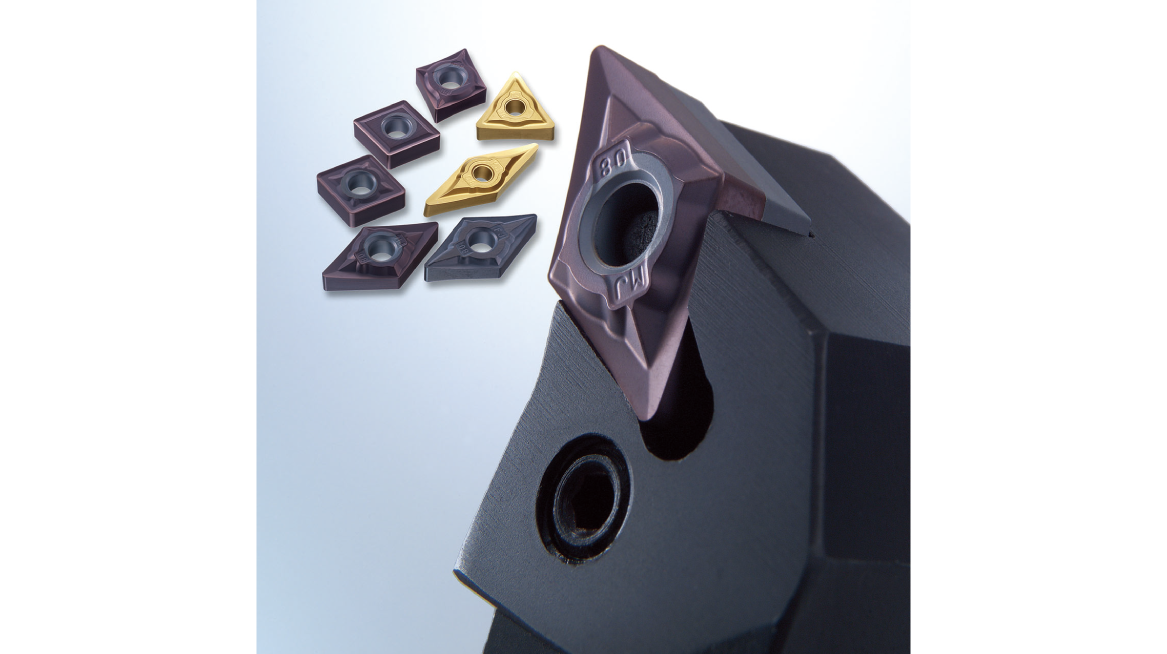
1. Torneado exterior, frontal e interior
Una estimación aproximada de la vida útil de la herramienta es de 120 minutos a 80 m/min, 60 minutos a 120 m/min, en el mecanizado de acabado de aleaciones de titanio. Las calidades sin recubrimiento son la primera recomendación.

Lubricación interna del portaherramientas
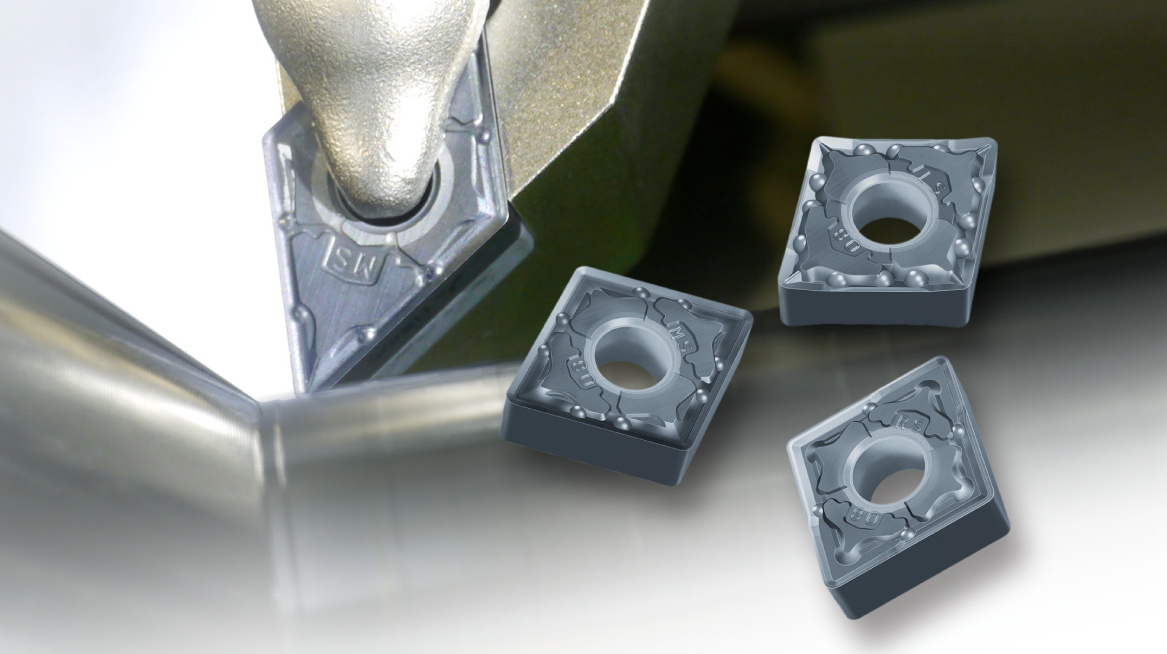
Placas de torneado ISO para materiales difíciles de cortar
1. Torneado exterior, frontal e interior
Al desbastar ejes de motor de acero martensítico, se recomienda el uso de calidades para materiales duros como VP05RT mediante el uso del CBN.
1. Taladrado
La adhesión y la concentración de temperatura en el filo de corte se producen fácilmente durante el taladrado de aleaciones de titanio debido a la baja conductividad térmica, por lo que es importante eliminar la temperatura en el filo de corte de forma eficaz y evacuar las virutas sin problemas. La broca MNS proporciona un excelente rendimiento de refrigeración y evacuación de virutas gracias a la disposición de un exclusivo agujero de refrigeración y al empleo de una forma de ranura óptima, con lo que se consigue un mecanizado estable incluso al taladrar aleaciones de titanio.
2. Fresado de perfiles de acabado
En el mecanizado de perfiles de aleaciones de titanio pueden producirse micro roturas y daños anormales en el filo de corte, y se generan fácilmente vibraciones.
El uso de una herramienta diseñada para el control de vibraciones es eficaz.
Las últimas fresas de punta esférica con control de vibraciones SMART MIRACLE tienen una geometría de paso variable con filos de corte de radio de nuevo diseño para reducir las vibraciones.
3. Fresado de desbaste
Cuando se desbasta una aleación de titanio, es fácil que se produzcan micro roturas y daños anormales en el filo de corte si se utilizan herramientas de baja rigidez. Se recomienda utilizar herramientas de alta rigidez y placas de baja resistencia al corte. El mecanizado estable es posible porque la serie VFX tiene un diseño de alta rigidez y la resistencia al corte es menor debido al filo de corte de curva convexa y la formación en V de la cara de sujeción.
Fresas integrales con control de las vibraciones para el mecanizado de materiales difíciles de cortar