













 Japan
Japan Vereinigte Staaten
Vereinigte Staaten Mexiko
Mexiko Brasilien
Brasilien EU
EU Vereinigtes Königreich
Vereinigtes Königreich Deutschland
Deutschland Spanien
Spanien Frankreich
Frankreich Italien
Italien Polen
Polen Türkei
Türkei Tschechien
Tschechien China
China South East Asia, Oceania, South Africa
South East Asia, Oceania, South Africa Indien
Indien![]() Für Stähle
Für Stähle
![]() Für rostfreie Stähle
Für rostfreie Stähle
![]() Für Gusseisen
Für Gusseisen
![]() Für Nichteisenmetalle
Für Nichteisenmetalle
![]() Für schwer zerspanbare Materialien
Für schwer zerspanbare Materialien
![]() Für gehärtete Materialien
Für gehärtete Materialien
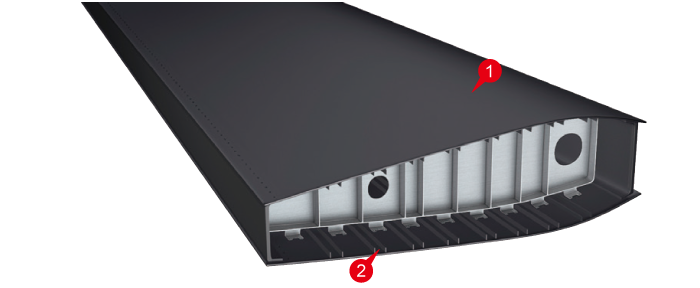
1. Bohren
MCC-Bohrer : Ein 90°-Spitzenwinkel wird verwendet, um die Schubkraft beim Bohren zu verringern. Dadurch werden Delaminationen verhindert während die Bohrungstoleranz erheblich verbessert wird.
MCA-Bohrer : Ein einzigartiges Schneidedesign verhindert, dass die Aluminiumspäne die Oberfläche des CFK-Profils beschädigen, wodurch der Abstand zwischen dem Aluminium- und dem CFK-Profil verringert wird.
2. Schlichten
Die Standzeit von Schneidwerkzeugen ist aufgrund der hohen Festigkeit von Kohlenstofffasern in der Regel extrem kurz. Außerdem kommt es beim Schneiden leicht zu Delaminationen und Graten, so dass es sinnvoll ist, ein Werkzeug mit einer Beschichtung mit hoher Verschleißfestigkeit zu verwenden. Die DFC-Schaftfräser reduzieren Gratbildung und Delamination durch die innovative CVD-Diamantbeschichtungstechnologie von Mitsubishi Materials in Kombination mit einer optimierten Werkzeuggeometrie, wodurch eine hohe Standzeit und eine effiziente Bearbeitung erreicht wird.
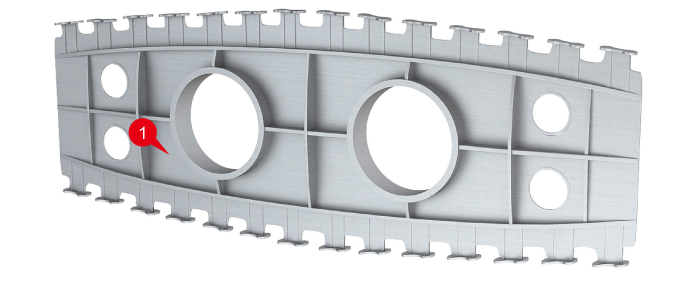
1. Planfräsen, Taschenfräsen
Beim Fräsen von Flügelrippen werden große Mengen an Material, meistens über 90%, abgetragen. Daher ist eine hocheffiziente Bearbeitung bei hoher Geschwindigkeit erforderlich, um die Kosten zu senken.
Die Serie AXD gewährleistet einen optimierten Freistellungswinkel und einen geringen Schnittwiderstand, ohne die Schneidkantenfestigkeit zu beeinträchtigen. Darüber hinaus ermöglicht die konvexe Schneidkante eine hervorragende Spanabfuhr und hocheffiziente Bearbeitung bei hohen Geschwindigkeiten.
Die Sorte MP9120 eignet sich hervorragend für die Hochgeschwindigkeitsbearbeitung.
Die Serie Alimaster gewährleistet eine hervorragende Spanabfuhr dank der einzigartigen Querschnittsform der Schneidkantengeometrie. Dies garantiert eine Hochgeschwindigkeitsbearbeitung mit hoher Effizienz.
Die iMX-Schaftfräser mit austauschbarem Schneidkopf sind für die Bearbeitung von Aluminiumlegierungen besonders geeignet. Durch die Spezielle Form der Spannuten bietet der iMX-Fräser eine hervorragende Spanabfuhr, während die scharfe Schneidkante verringerte Gratbildung garantiert.
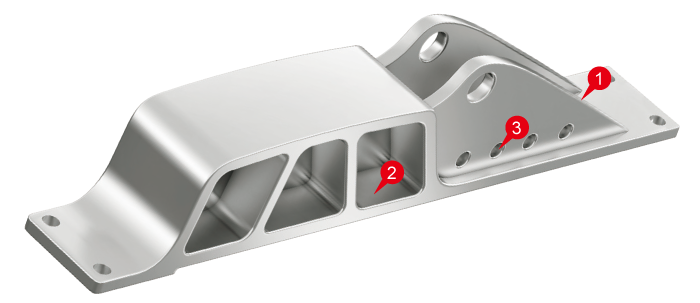
1. Säumen, Taschenschruppen
Bei der Schruppbearbeitung von Titanlegierungen kann es bei der Verwendung von Werkzeugen mit geringer Steifigkeit leicht zu Ausbrüchen und Beschädigungen der Schneidkante kommen. Aus diesem Grund wird der Einsatz von Werkzeugen mit hoher Steifigkeit und Wendeschneidplatten mit niedrigem Schnittwiderstand empfohlen. Die ASPX-Serie ist besonders robust konstruiert und bietet eine hohe Stabilität bei der Bearbeitung. Höchste Schnittleistung und Vibrationskontrolle.
2. Bohren
Höchste Bohrleistung bei der Bearbeitung von rostfreiem Stahl 15-5PH. Aufgrund der hohen Festigkeit von 15-5PH, der oft für die Bearbeitung von Flugzeugbauteilen eingesetzt wird, kommt es häufig zu Beschädigung und Brüchen an der Schneidkante. Die MMS-Bohrer gewährleisten eine stabile Bearbeitung aufgrund ihrer hervorragenden Beschichtungstechnologie in Kombination mit einer optimierten Werkzeuggeometrie.
1.Planfräsen, Seitenfräsen
Beim Hochgeschwindigkeitsschruppen von Titanlegierungen besteht die Gefahr von Brüchen. Durch die Kombination der neu entwickelten Sorte MP9130 mit hervorragender Verschleißfestigkeit dank der innovativen Mehrlagenbeschichtung und dem JL-Spanbrecher mit geringem Schnittwiderstand wird eine stabile Schruppbearbeitung bei hohen Geschwindigkeiten gewährleistet.
1. Seitenfräsen, Taschenfräsen
ARP-Serie : Für die hocheffiziente und präzise Bearbeitung anspruchsvoller Werkstoffe hat Mitsubishi Materials die Fräswerkzeuge der ARP-Serie entwickelt. Die ARP-Serie eignet sich hervorragend zur Bearbeitung von Titanlegierungen und anderen hitzebeständigen Legierungen sowie von rostfreien Stahlsorten, die üblicherweise in der Luftfahrt- und Kraftwerksindustrie weit verbreitet sind. Die ARP-Serie zeichnet sich im Vergleich zu anderen Produkten durch längere Werkzeugstandzeit und erheblich geringere Schnittkraft aus. Im Einsatz mit der Sorte MP9130, verfügbar mit 3 verschiedenen Spanbrechergeometrien, gewährleisten die ARP-Fräser eine besonders stabile Schrupp- und Schlichtbearbeitung.
Coolstar-Serie : Bei der Bearbeitung von Titanlegierungen kommt es aufgrund der geringen Wärmeleitfähigkeit dazu, dass sich die bei der Bearbeitung entstehende Wärme in der Nähe der Schneidkante konzentriert. Um diese Wärme zu verhindern und Späne effektiv zu entfernen verfügen die Fräser der Coolstar-Serie über mehreren durchgehenden Kühlmittelbohrungen. Diese gewährleistet eine effektive Kühlung und verbessert die Spanabfuhr.
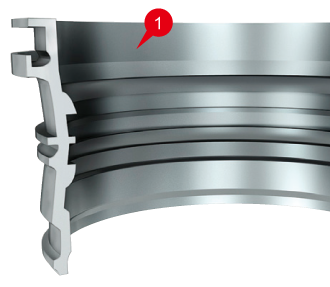
1. Trochoidales Fräsen, Profilfräsen
Schwer zerspanbare Ni-Basis-Legierungen wie Inconel 718 werden erst bei Temperaturen von über 800 ºC weich zum Bearbeiten. Bei diesen Temperaturen lassen sich Superlegierungen leichter bearbeiten, da ihre Tragfähigkeit und Zugfestigkeit abnimmt. Durch den Einsatz einer neu entwickelten Al-Rich-Beschichtungstechnologie, einer (Al,Ti)N-Beschichtung mit einem hohen Al-Gehalt für extreme Härte, wird die Oxidationsbeständigkeit stark verbessert, was zu einer hervorragenden Verschleißfestigkeit führt.
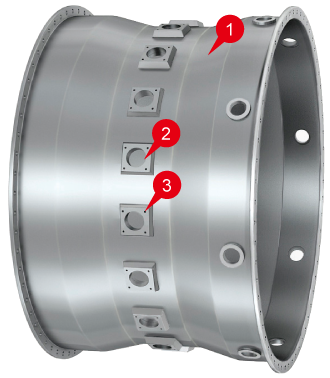
2. Bearbeitung der hervorstehenden Anschlussflächen
Bei der Bearbeitung von Ni-Basis-Legierungen, die eine niedrige Wärmeleitfähigkeit aufweisen, sind ausgewogene Schneidkanten und hochwertige Beschichtungen erforderlich. Die APX-Fräserserie verfügt über eine optimierte Schneidengeometrie und in Kombination mit der neuen Sorte bietet sie eine lange Werkzeugstandzeit.
3. Bohren
Beim Bohren von Ni-Basis-Legierungen ist die Kühlung der entscheidende Punkt. Durch den Einsatz eines Vollhartmetallbohrers mit Hochdruck-Kühlmittelzufuhr kann die Standzeit erheblich verlängert werden.
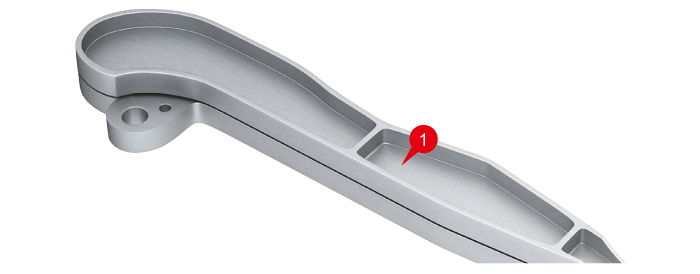
1. Schaufelprofilfräsen
Bei der Bearbeitung von Ni-Basis-Legierungen, die eine geringe Wärmeleitfähigkeit aufweisen, sind eine ausgewogene Schneide und eine hervorragende Beschichtungsqualität erforderlich. Die neuesten SMART MIRACLE Kugelkopffräser verfügen über eine besondere Schneidengeometrie mit neu entwickelten Radiusecken, die zur Reduzierung von Vibrationen beitragen.


Schaftfräserserie für die hocheffiziente Bearbeitung von schwer zerspanbaren Materialien

4-schneidige Kugelkopffräser mit Vibrationskontrolle und VQ-Beschichtung für die Bearbeitung von schwer zerspanbaren Materialien

Schaftfräser mit Vibrationskontrolle für die Bearbeitung von schwer zerspanbaren Materialien
1. Außen-, Plan-, und Innendrehen
Bei der Endbearbeitung von Titanlegierungen beträgt eine grobe Schätzung der Werkzeugstandzeit 120 Minuten bei 80 m/min, und 60 Minuten bei 120 m/min. Dabei sind unbeschichtete Sorten die erste Empfehlung für eine effiziente Bearbeitung.

Halter mit interner Schmierung
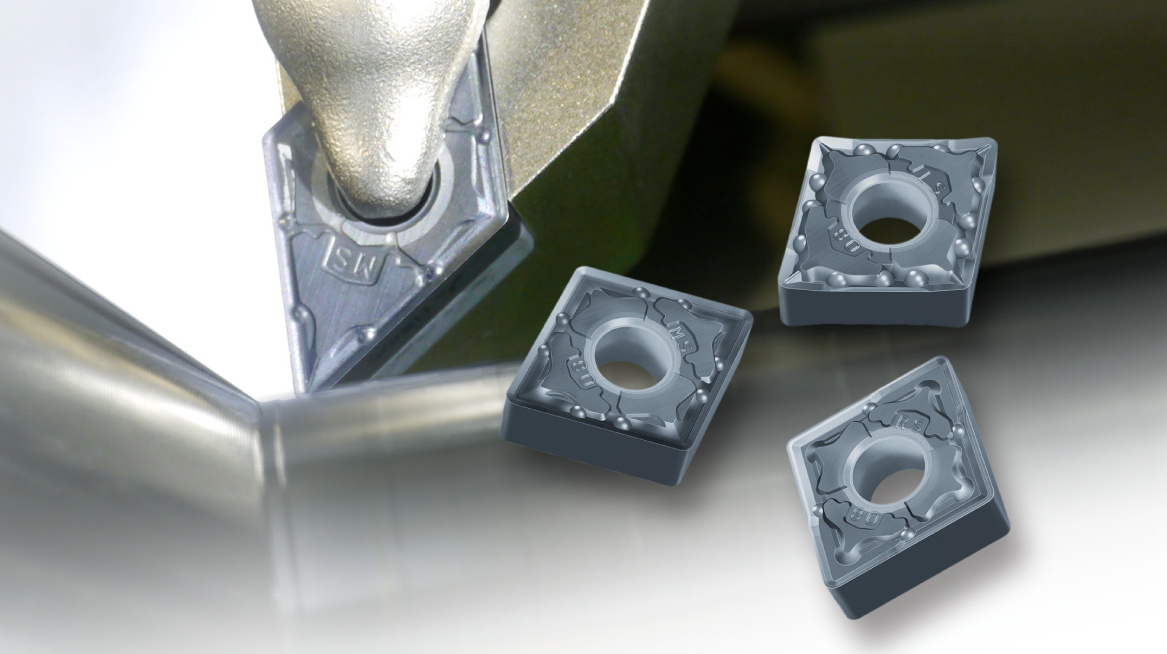
ISO-Wendeschneiddrehplatten für die Bearbeitung von schwer zerspanbaren Materialien
1. Außen,- Plan-, und Innendrehen
Bei der Schruppbearbeitung von Motorwellen aus martensitischem Stahl empfiehlt sich der Einsatz von Hartmetallsorten für harte Werkstoffe, wie zum Beispiel die Sorte VP05RT und auch der Einsatz von CBN-Sorten.
1. Bohren
Die DSAS-Hartmetallbohrer sind die erste Empfehlung für die Fertigung von Bauteilen für die Luft- und Raumfahrtindustrie, die die Bearbeitung von HRSA-Werkstoffen erfordern. Sie wurden speziell entwickelt, um Zuverlässigkeit, Stabilität, Lochqualität und Maßgenauigkeit zu gewährleisten. Sie können auch erfolgreich zum Bohren von Triebwerks-, Gasturbinen-, Raketen-, Flugzeug- und Ofenkomponenten eingesetzt werden.
2. Profilfräsen
Bei der Profilbearbeitung von Titanlegierungen kann es zu Ausbrüchen und Beschädigungen an der Schneidkante kommen, da es leichte Vibrationen entstehen. Aus dem Grund ist der Einsatz eines Werkzeugs mit hoher Vibrationskontrolle empfohlen. Die neuesten SMART MIRACLE Kugelfräser mit Vibrationskontrolle verfügen über eine variable Schneidkantengeometrie mit neu entwickelten Eckenradius, um Vibrationen zu reduzieren.
3. Schruppen
Bei der Schruppbearbeitung von Titanlegierungen kann es bei der Verwendung von Werkzeugen mit geringer Steifigkeit leicht zu Ausbrüchen und Beschädigungen der Schneidkante kommen. Aus diesem Grund wird der Einsatz von Werkzeugen mit hoher Steifigkeit und Wendeschneidplatten mit niedrigem Schnittwiderstand empfohlen. Die ASPX-Serie ist besonders robust konstruiert und bietet eine hohe Stabilität bei der Bearbeitung. Höchste Schnittleistung und Vibrationskontrolle.
4-schneidiger Kugelkopffräser mit Vibrationskontrolle und VQ-Beschichtung für die Schlichtbearbeitung mit hohem Vorschub