
















机翼
CFRP Wing
1.孔加工
MCC钻头:顶角设定为90°,从加工开始即可减小轴向切削阻力,抑制分层,实现良好的孔品质。
MCA钻头:可容纳切屑的专用槽型,防止铝合金切屑与CFRP孔壁接触,减少CFRP与铝合金加工孔径的差距。
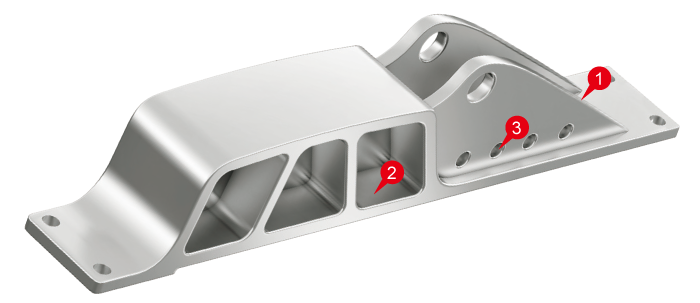
翼肋
1. 平面加工、型腔加工
工件材料的90%以上变为切屑排出的筋加工中,为降低成本,要求高速、高效加工。
AXD系列采用螺纹后刀面,后角的优化设计,不降低切削刃强度的前提下可实现低阻力刃型。
超高速领域,采用MP9120材料效果显著。
ALIMASTER系列采用特有的刀具剖面形状,排屑性良好,可实现高速、高效加工。
刀头可换式立铣刀iMX铝合金加工用刀头,采用大前角刃型与镜面处理,可抑制粘结,实现高效加工。
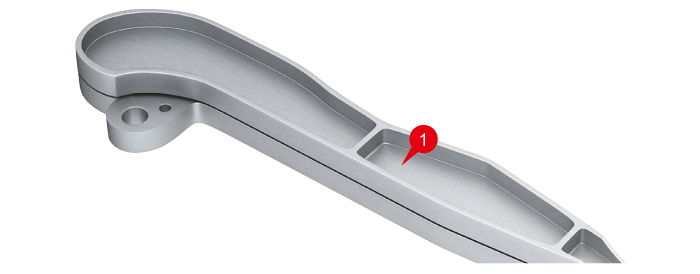
铰链
襟翼导轨
航空发动机
燃烧室
整体叶盘


1. SMART MIRACLE 减振球头立铣刀
难切削材料加工用立铣刀

1. SMART MIRACLE 减振圆弧头立铣刀
难切削材料加工用立铣刀
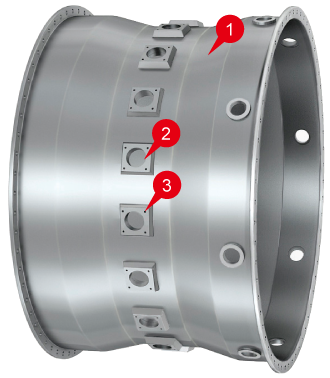
风扇外壳
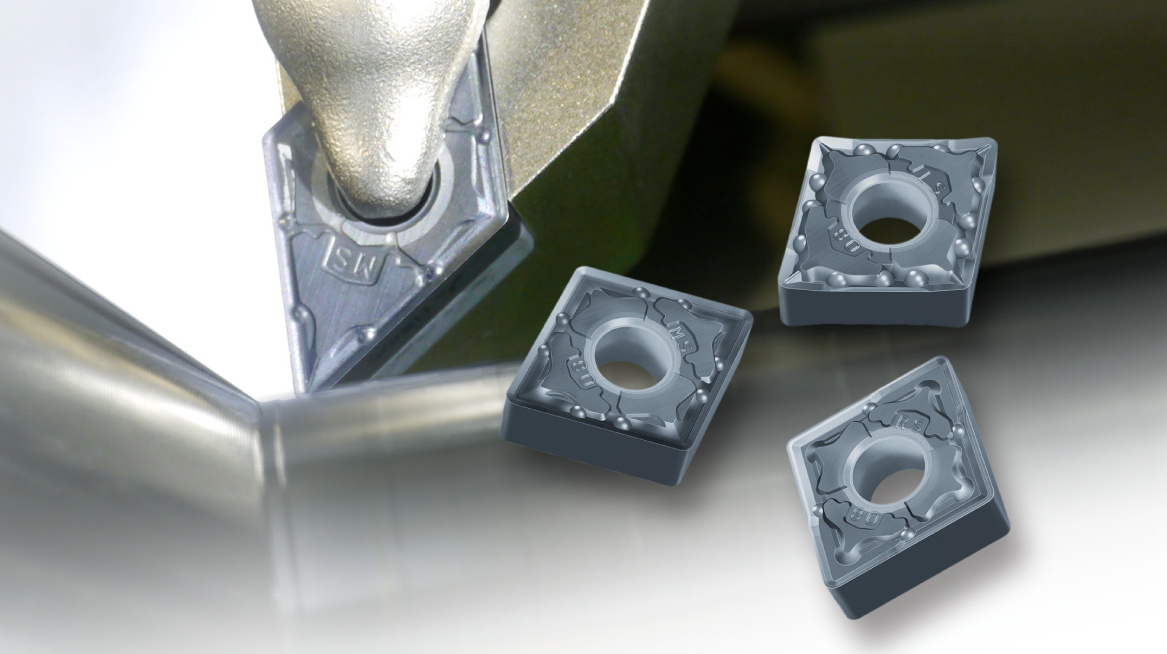
1. 外圆・端面・内孔加工
钛合金精加工中,不同切削速度的刀具寿命标准是80m/min时约为120分钟,120m/min时约为60分钟。无涂层的刀具材料为第一推荐。

1. JT刀柄
轴

1. HSK-T工具
复合加工机用工具
主缸
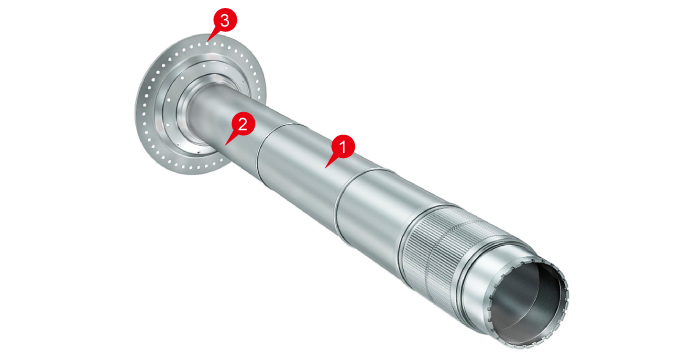
Shaft
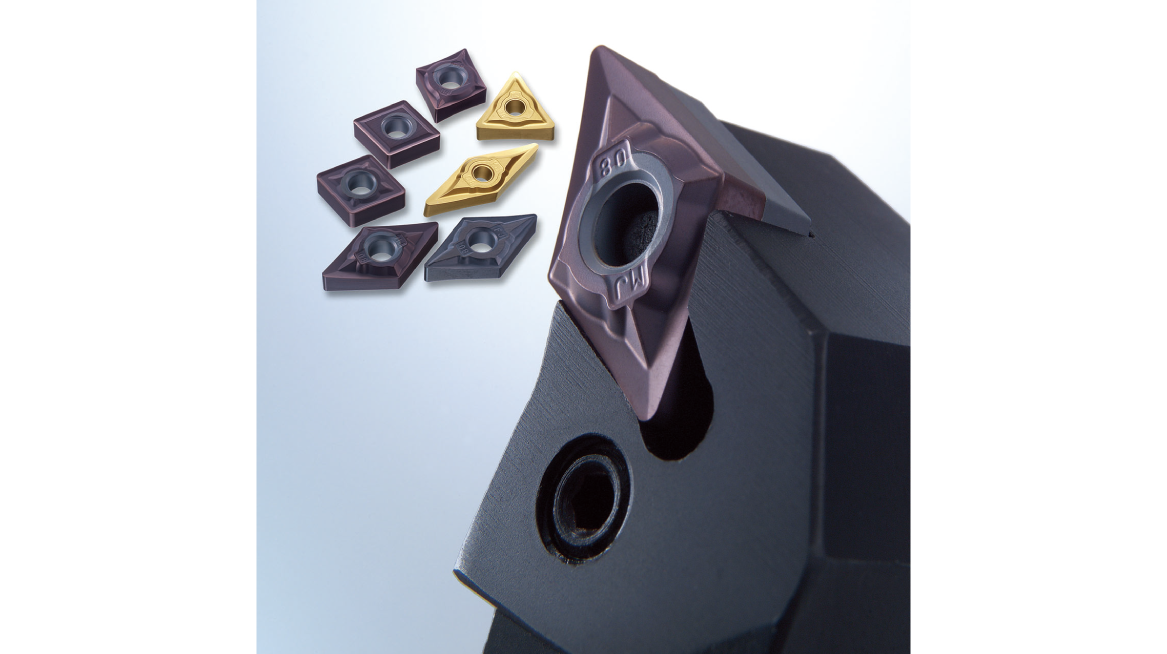
1. 孔加工
导热系数小,刀尖热量集中,易发生粘结的钛合金加工中,有效去除切削部的热量,顺畅排出切屑很重要。 MNS钻头采用特有的冷却孔配置与优化槽型,可获得良好的冷却效果与排屑性,实现稳定的钛合金孔加工。
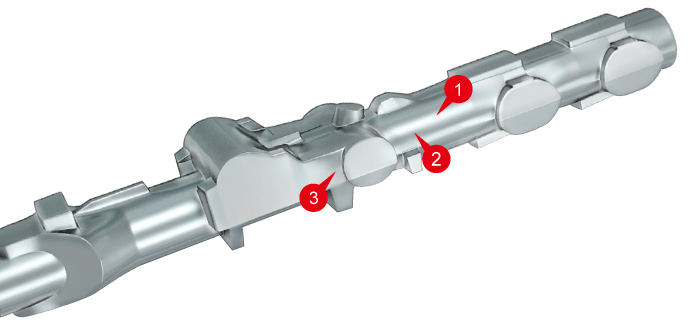
2. 形状部仿形加工
生成锯齿状切屑的过程中,切削阻力变化,易发生高频振颤的钛合金仿形加工中,减振型刀具的效果显著。SMART MIRACLE减振球头型立铣刀采用不等分割切削刃与新开发的切削刃形状,可抑制高频振颤,实现稳定加工。
3. 形状部粗加工
钛合金的粗加工中,生成锯齿状切屑,切削阻力变化,因此使用低刚性的切削工具易发生崩刃或破损等异常损伤。使用高刚性、可减小切削阻力的刀具,效果显著。 VFX系列的刀片纵向配置,采用V型固定面,可实现高刚性,采用曲线切削刃可降低切削阻力,实现稳定加工。
2. SMART MIRACLE 减振球头立铣刀
难切削材料加工用立铣刀
下载内容

 日本
日本 美国
美国 墨西哥
墨西哥 巴西
巴西 EU
EU 英国
英国 德国
德国 西班牙
西班牙 法国
法国 意大利
意大利 波兰
波兰 土耳其
土耳其 捷克
捷克 中国
中国 South East Asia, Oceania, South Africa
South East Asia, Oceania, South Africa 印度
印度